
AWSM 3800.5 - Poslední model Advanced Wire Saw Machine při konstrukčním procesu.

RNDr. K. Vojtěchovský kontroluje funkce řídicí elektroniky a komunikačního panelu stroje AWSM před odesláním zákazníkovi.

Operátorský řídicí a zobrazovací panel stroje AWSM pro řezání tvrdých a polovodičových materiálů "drátovou řezací technologií". Klávesnice pro vstupní parametry technologického procesu. Displej poskytuje numerické a grafické informace o skutečných parametrech řezacího procesu, informace o stavu a také signalizace chybových stavů. Část displej-klávesnice pomáhá texty a doporučeními operátorům v reálných kritických situacích.
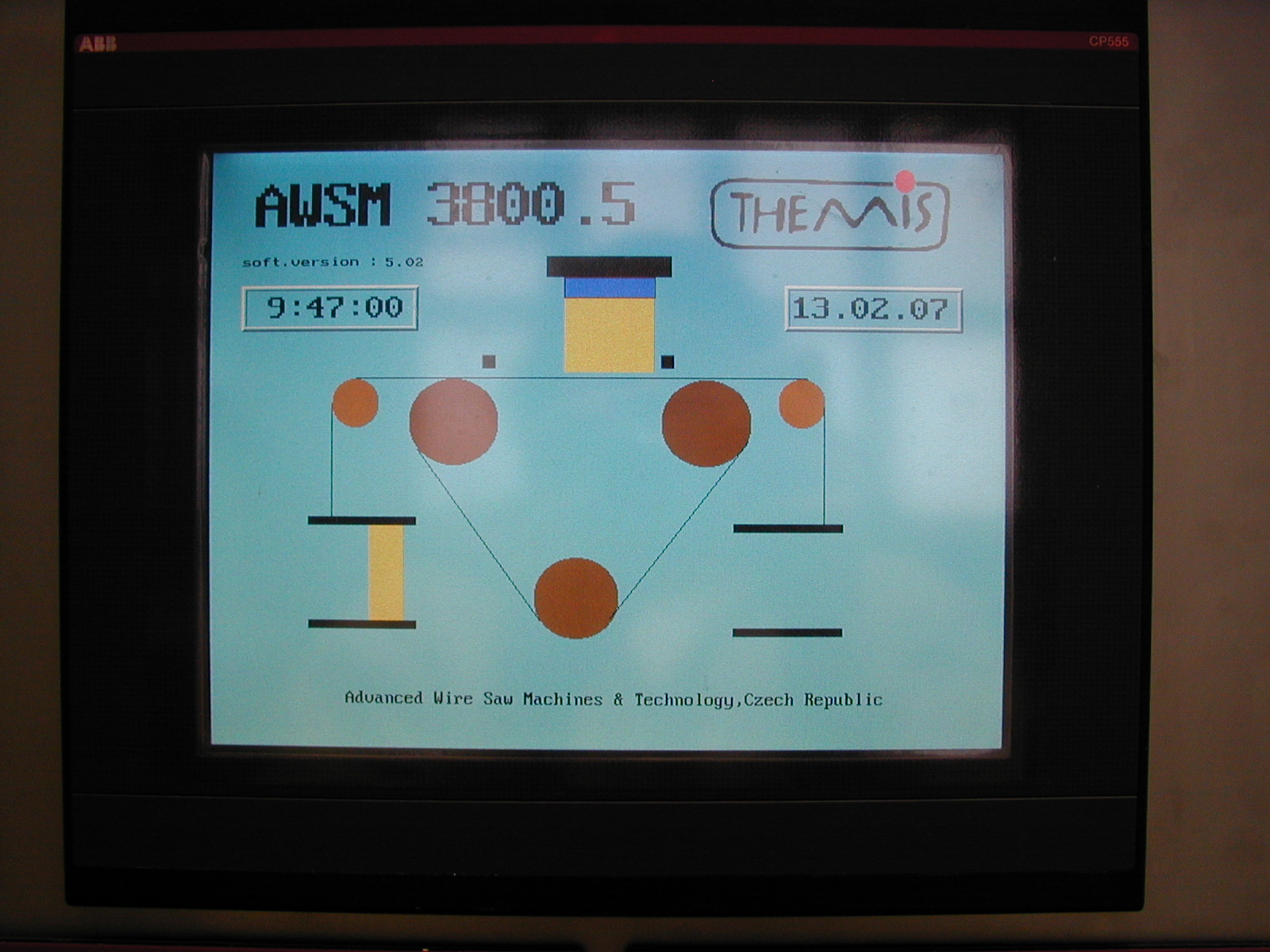
Zobrazení stavu stroje AWSM - schéma skutečné polohy a data řezacího procesu, množství drátu na cívkách, rozměry ingotů a skutečná poloha ingotů vzhledem k drátové řezací síti.
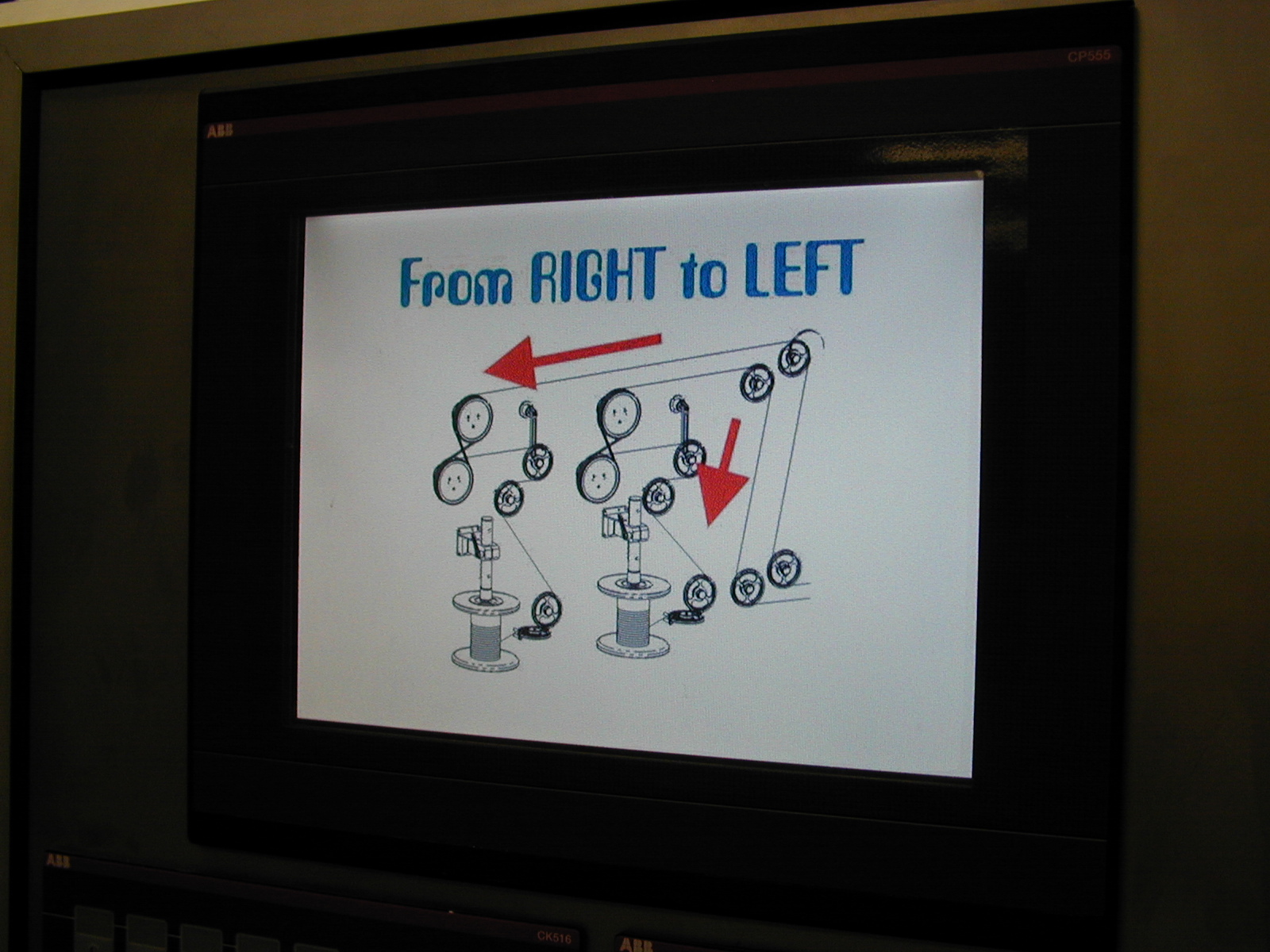
Zobrazení stavu stroje AWSM - schéma výchozí pozice drátu a směr pohybu drátu.
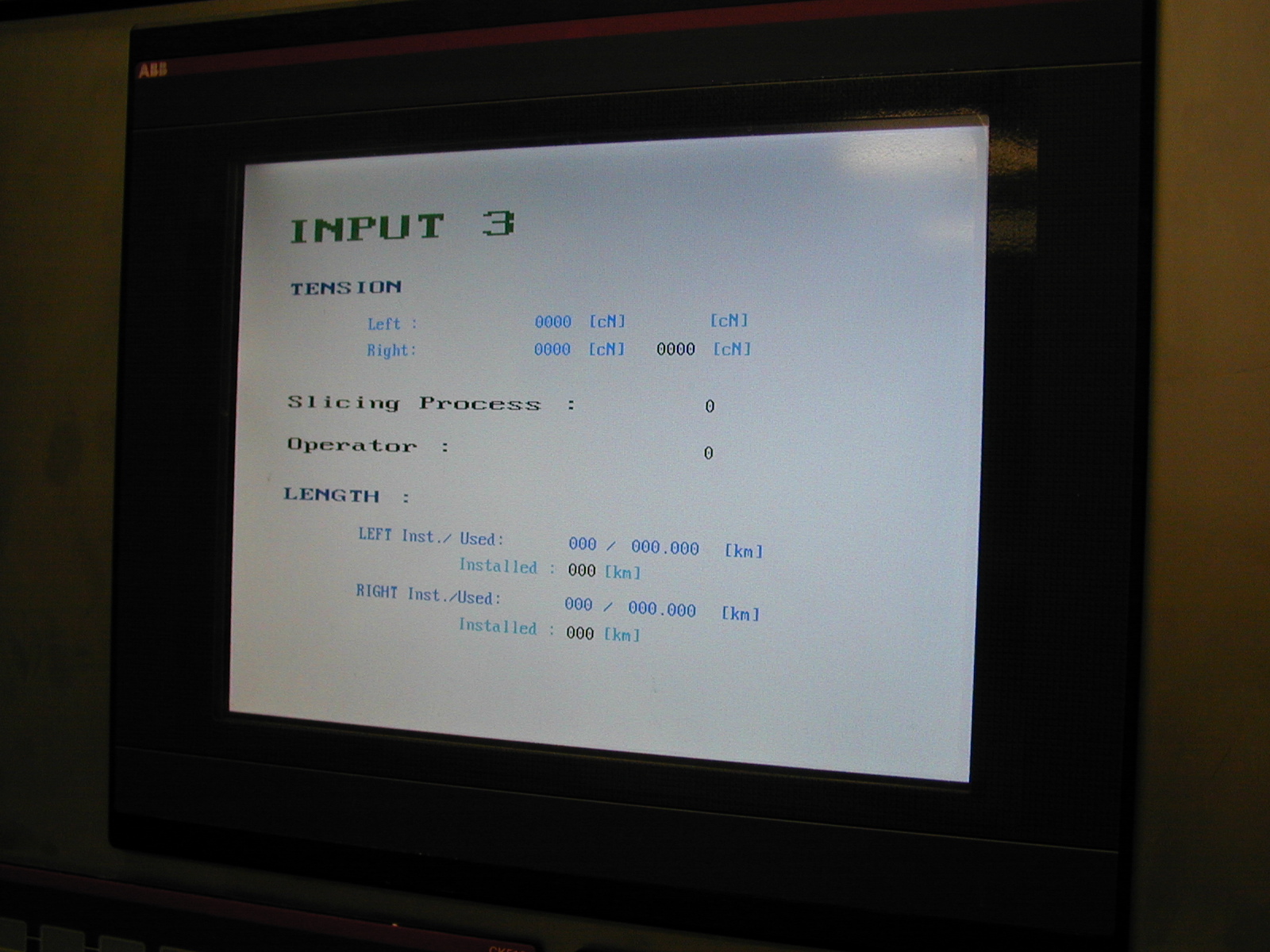
Zobrazení stavu stroje AWSM - vstupní parametry pro řezací drát, informace o řezacím procesu a o operátoru (data pro externí sběr dat - hard disk a zobrazení na připojeném externím PC).
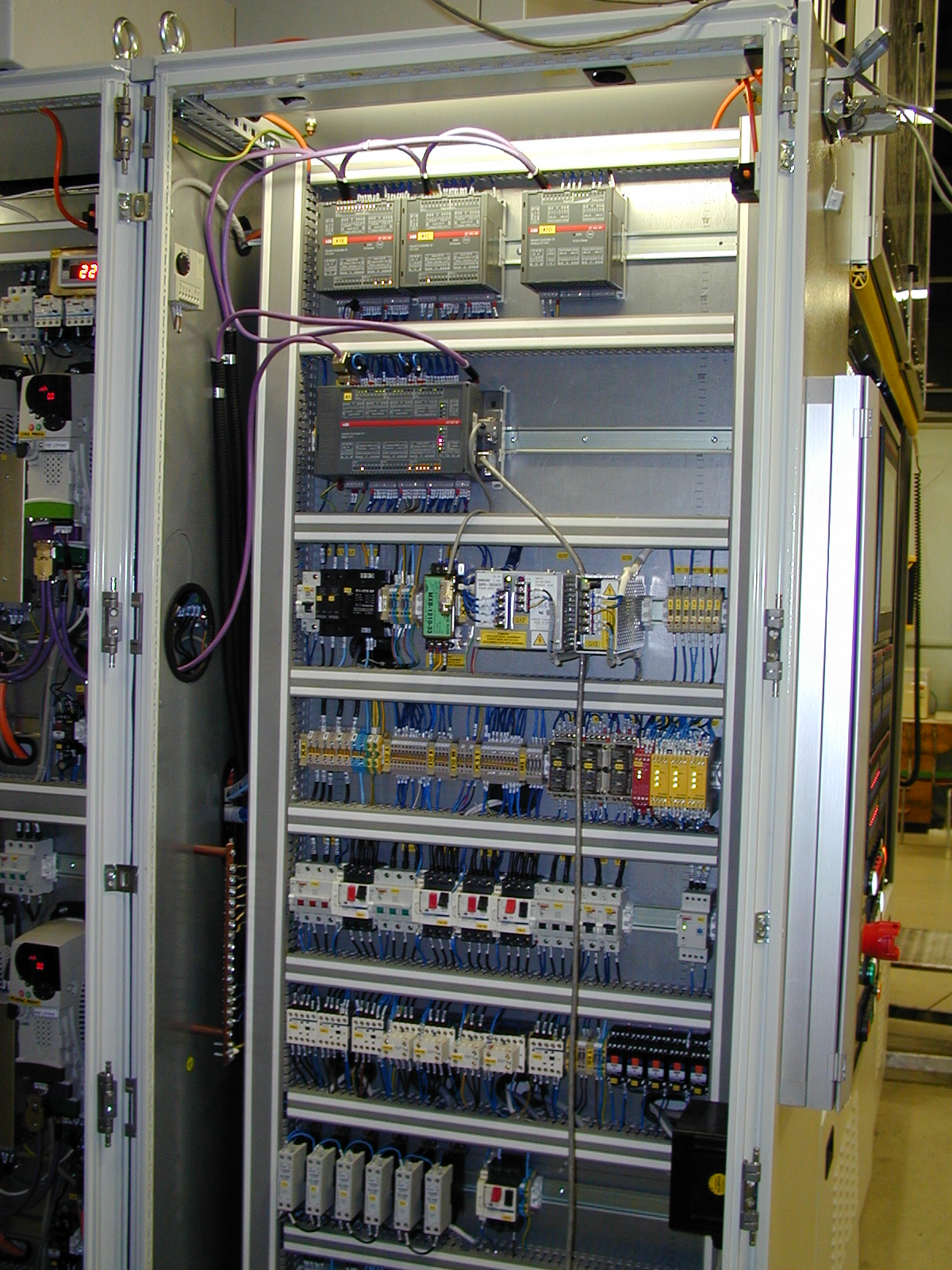
Nízkonapěťová část řídicí elektroniky stroje AWSM.
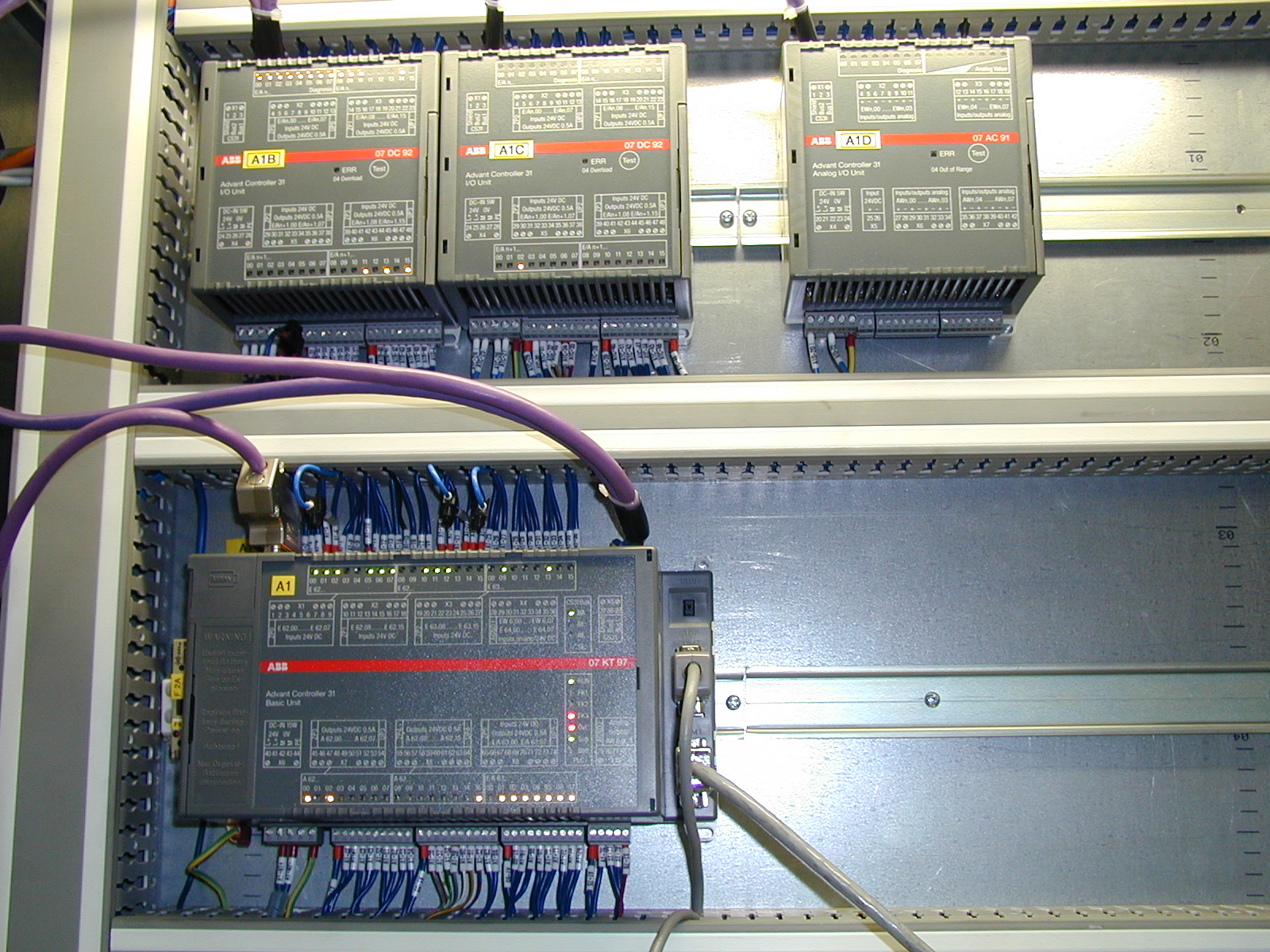
Řízení PLC AC31 od firmy ABB. Tento PLC komunikuje s jinými I/O moduly, analogovými I/O moduly a jinými jednotkami. Základem pro komunikaci jsou protokoly CS31, Profibus a RS 232C.

Část I. výkonové elektroniky - ovladače pro servomotory.
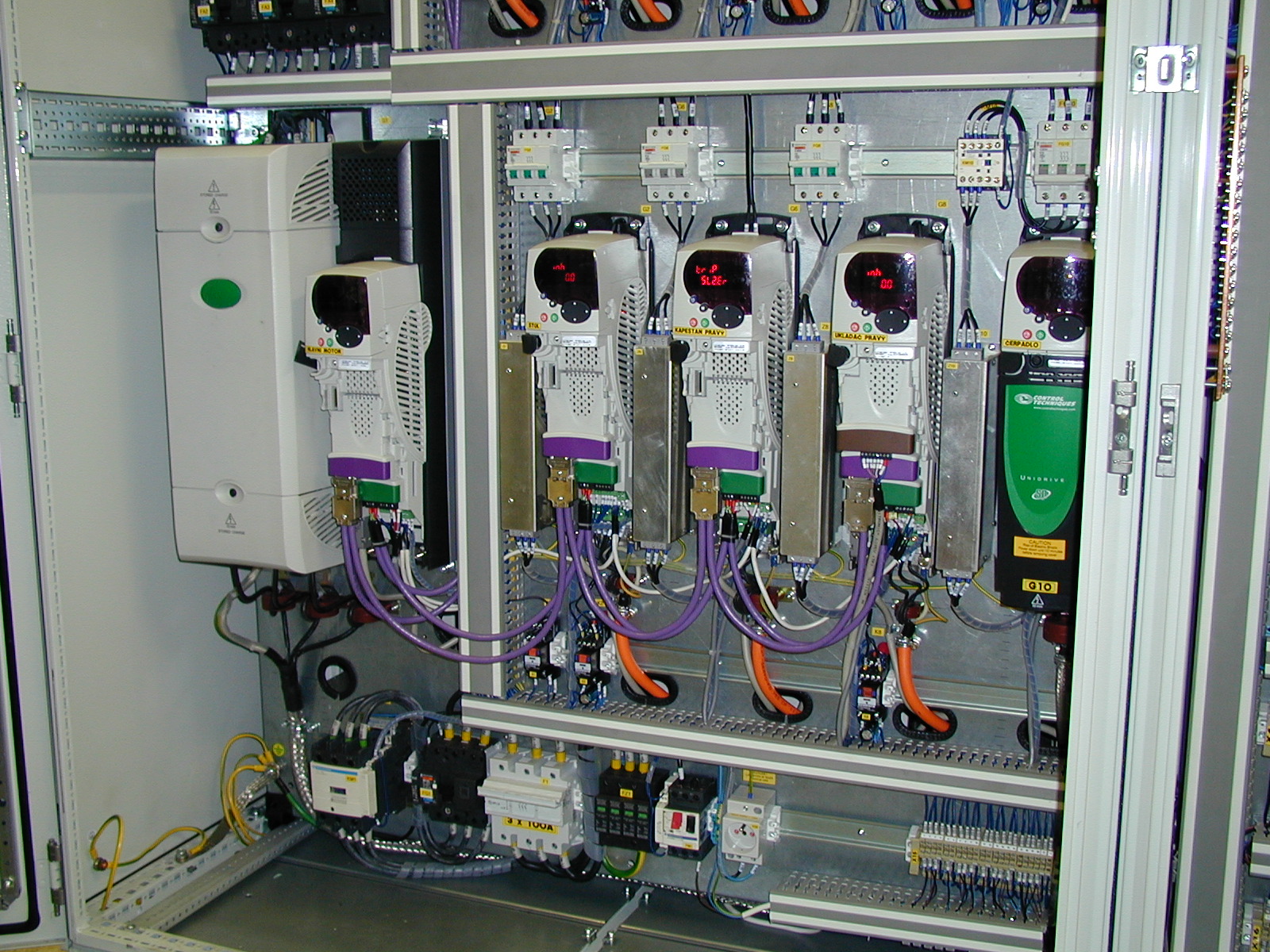
Část II. výkonové elektroniky - ovladače pro celkem 10 servomotorů, plně digitální řízení pomocí RISC procesorů.

Výchozí pozice drátů stroje AWSM. Systém pro velmi přesné řízení pohybu drátu, zavádění a odmotávání drátu z cívek, regulace tahu a rychlosti drátu (průměr drátu od 140 do 200 mikronů). Drát se pohybuje z cívky A na cívku B rychlostí 8 - 12 m/sec, celková délka až 600 km, tah 2500 - 3000 cN s přesností 1 - 2 cN ve všech režimech - také rychlý start a rychlé zastavení (kolem 15 sekund) bez přerušení drátu. Vše probíhá v obou směrech, atd.
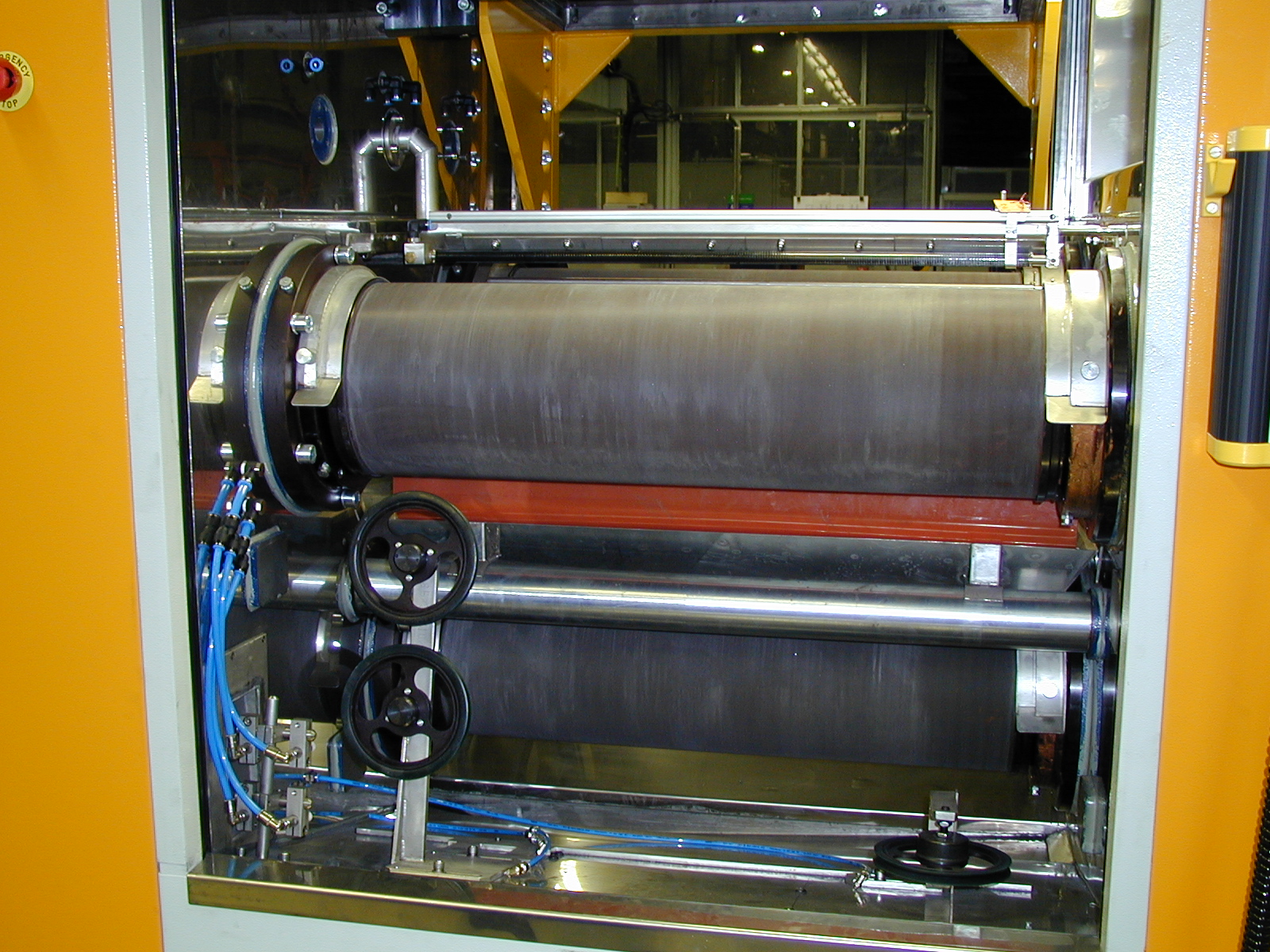
Tři vodiče drátů (válce) pro přípravu drátové sítě. Na povrchu těchto vodičů drátu je více než 1700 velmi přesných žlábků, s přesností ve všech rozměrech lepší než 5 mikronů, s roztečí žlábků 0,440 mm a hloubkou 0,210 mm. V těchto žlábcích je veden drát po celé délce vodiče drátu (820 mm).

Modrá část je součástí nosiče stolu. Na stole jsou spojeny kovové desky se skleněným substrátem a přilepený řezaný ingot. Tento ingot je tlačen přes drátovou síť rychlostí 0 - 600 mikronů za minutu. Tato rychlost je regulována během řezacího procesu v závislosti na implementaci modelu stroje nebo dle vlastních dat. Doba řezání je závislá na průměru ingotu, tvaru ingotu a typu materiálu - v současnosti je od 6 to 200 hodin (proces je také možné přerušit a restartovat).
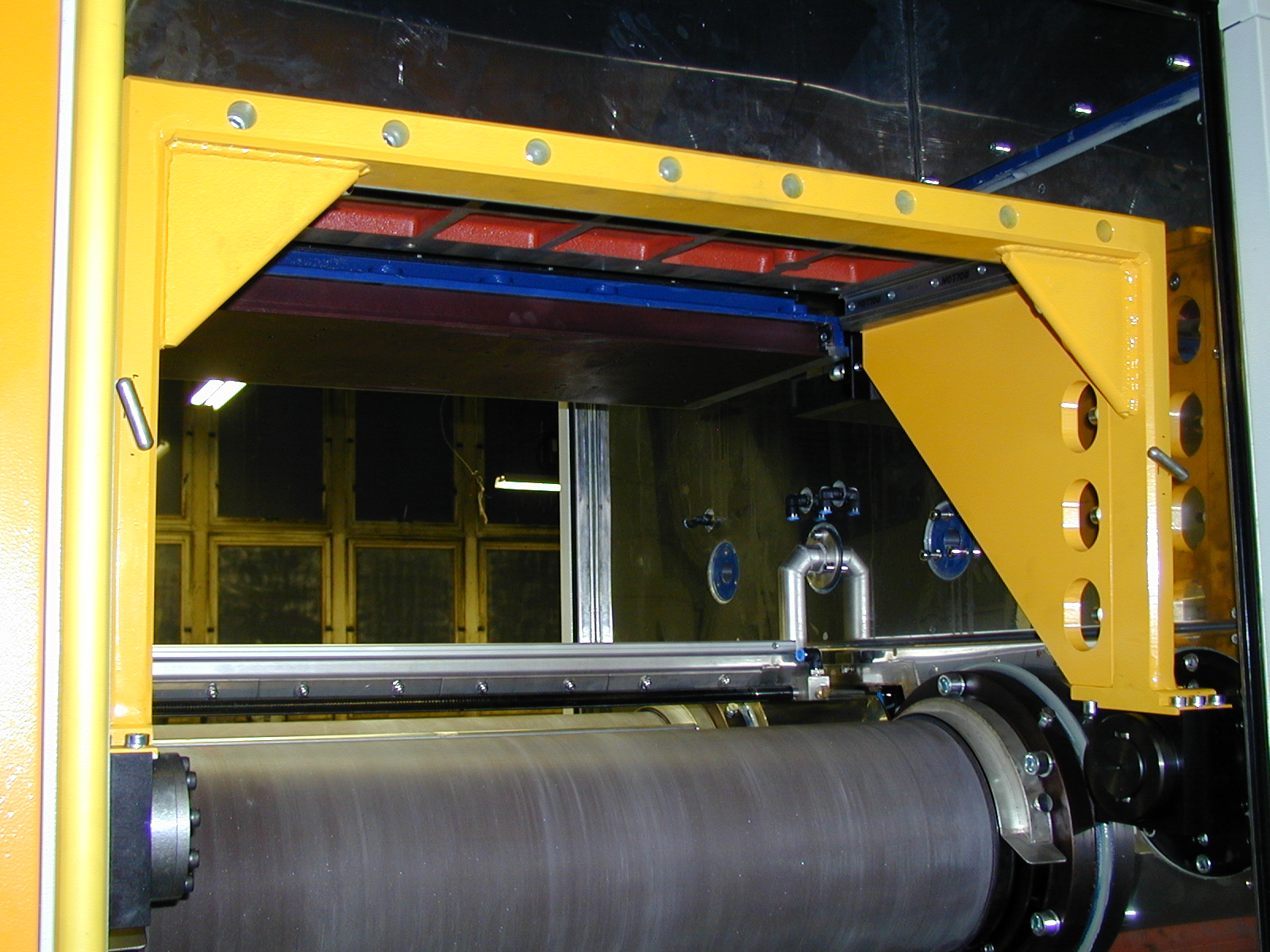
Robot pro zavádění ingotu do stroje (žlutá barva) a vyjímání nařezaných plátků. Váha ingotů může být až 180 kg.

Pohyblivá klávesnice operátora.

Boční pohled na otevřený stroj. Detaily úložných částí - vřetena tří vodičů drátu.
Detail tří vodičů drátů. Každý vodič drátů má pro přesný pohyb, bez axiální vůle, dvě vřetena (se sadou přesných ložisek).

Teplotní stabilizace ložiskových hlav na teplotě 45 stupňů Celsia.

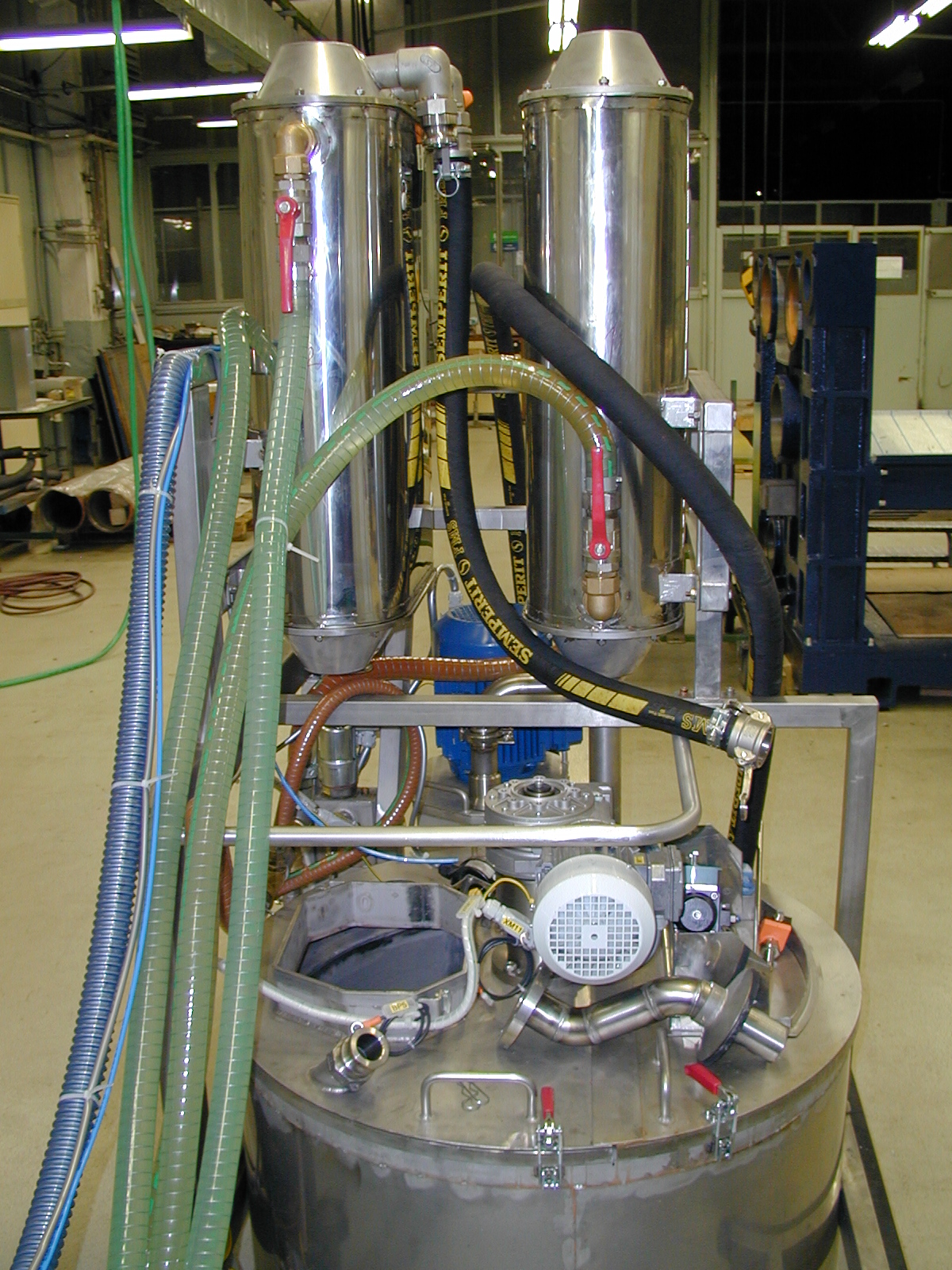
Míchačka suspenze s výměníkem tepla pro stabilizaci parametrů suspenze - řezací kapaliny (olej + SiC nebo DIONOl + SiC nebo glykol + SiC atd., černá SiC typu F500 nebo F600 s průměrnou velikostí částic 12,5 nebo 8 mikronů).

Detail míchačky suspenze s pumpou pro dopravu a oběh suspenze.

Detail výměníku tepla - regulátor průtoku chladicí vody odstraňuje přebytečné teplo z brusného roztoku.

Chladicí jednotka se skříní s řídicí elektronikou (horní část).
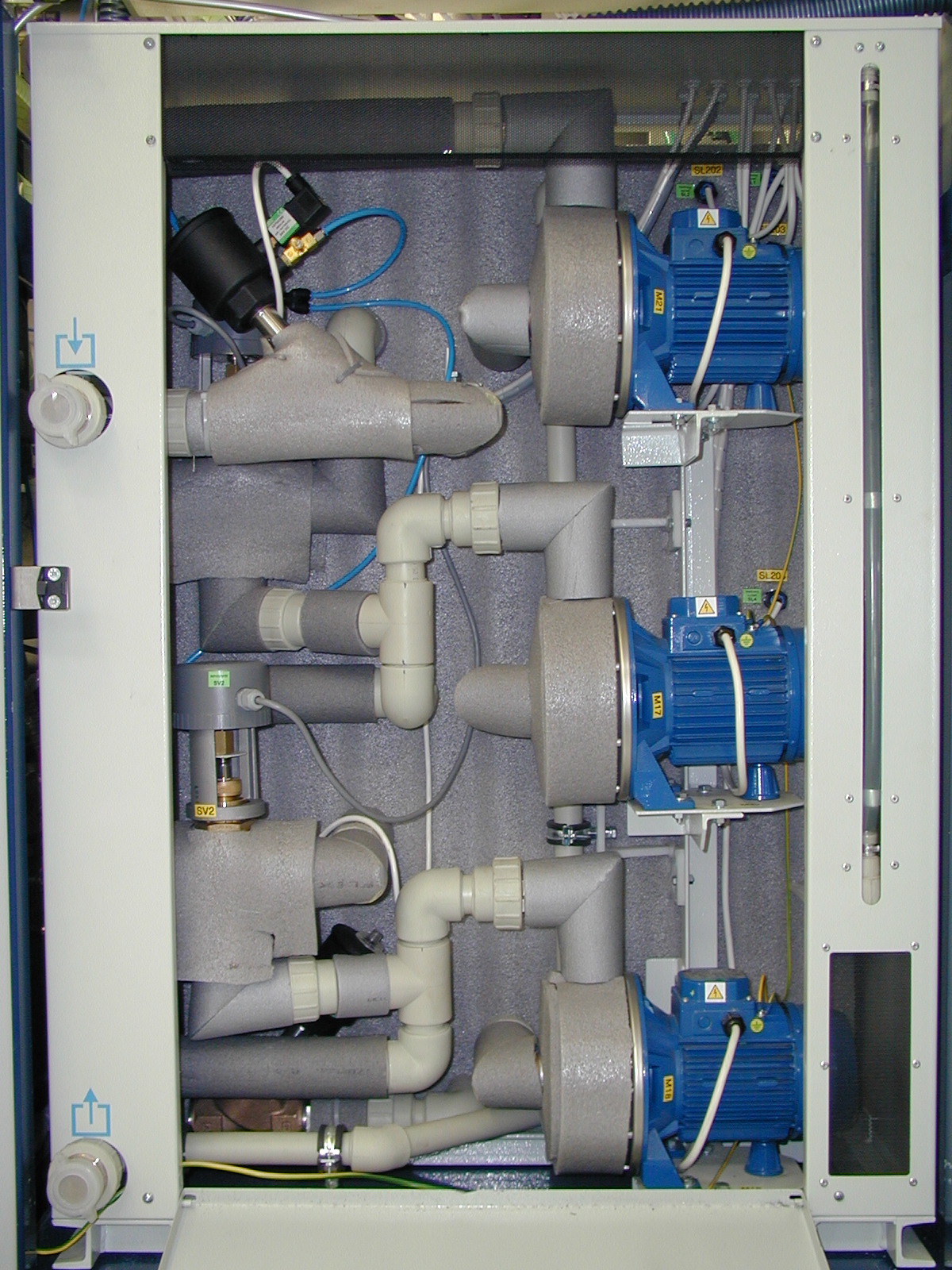
Detail čerpadla chladicí jednotky pro cirkulaci chladicí vody v uzavřeném chladicím okruhu.

Skříň s chladicím kompresorem - chladicí výkon 50 kW.

Zadní strana AWSM 3800.5 drátového řezacího stroje. Míchací jednotka s výměníkem tepla je vytáhnuta ven ze stroje.
Míchací jednotka s výměníkem tepla, na levé straně obrázku jsou trubky pro přívod chladicí vody.

Pohled dovnitř drátového řezacího stroje. Na levé straně je servomotor zaváděcí jednotky, trubky pro dopravu suspenze k distributorům, hlavní trakce vodičů pohybu drátu.
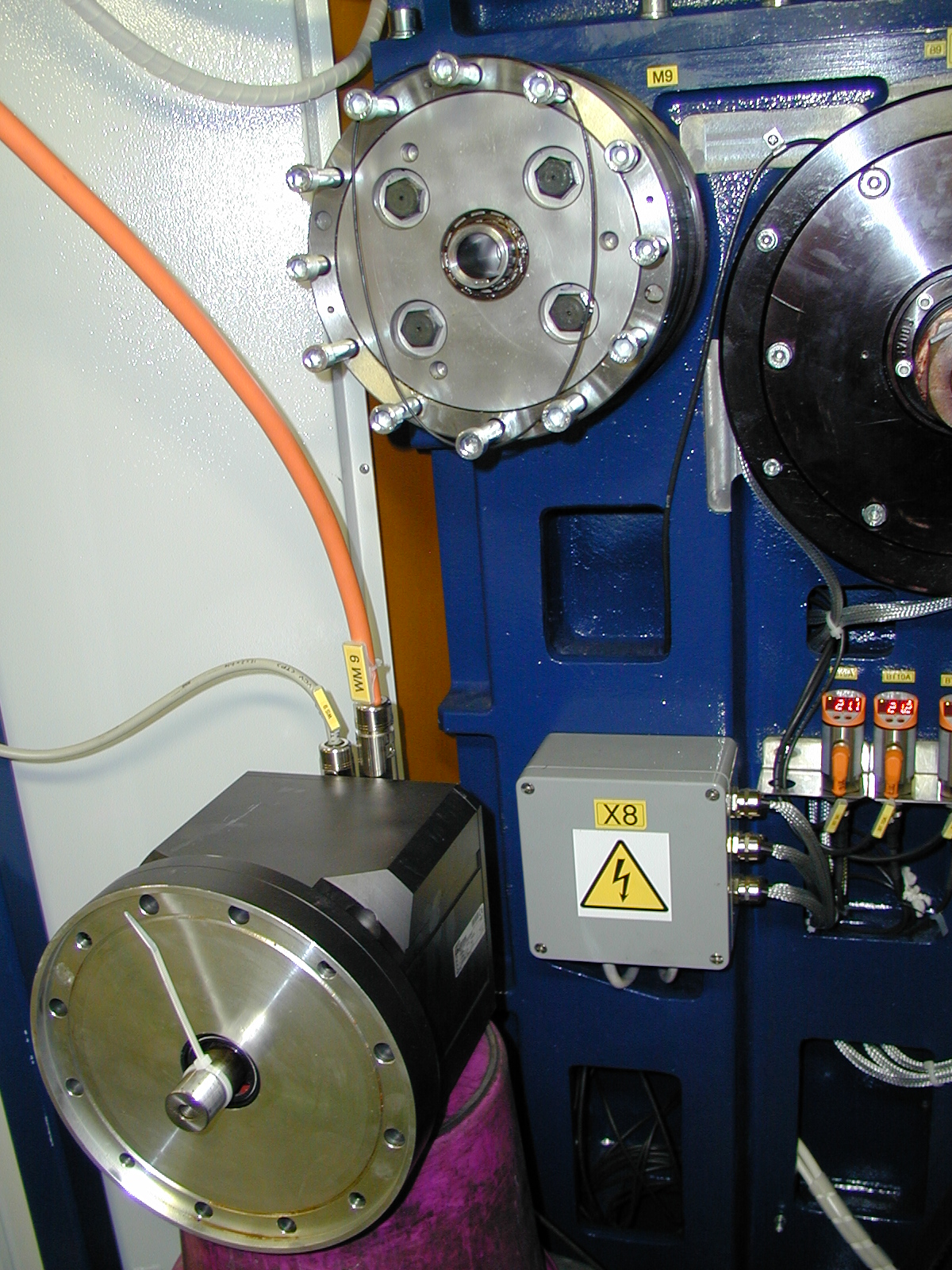
Detaily servomotoru zavaděče ingotu a převodovka zaváděcí jednotky.
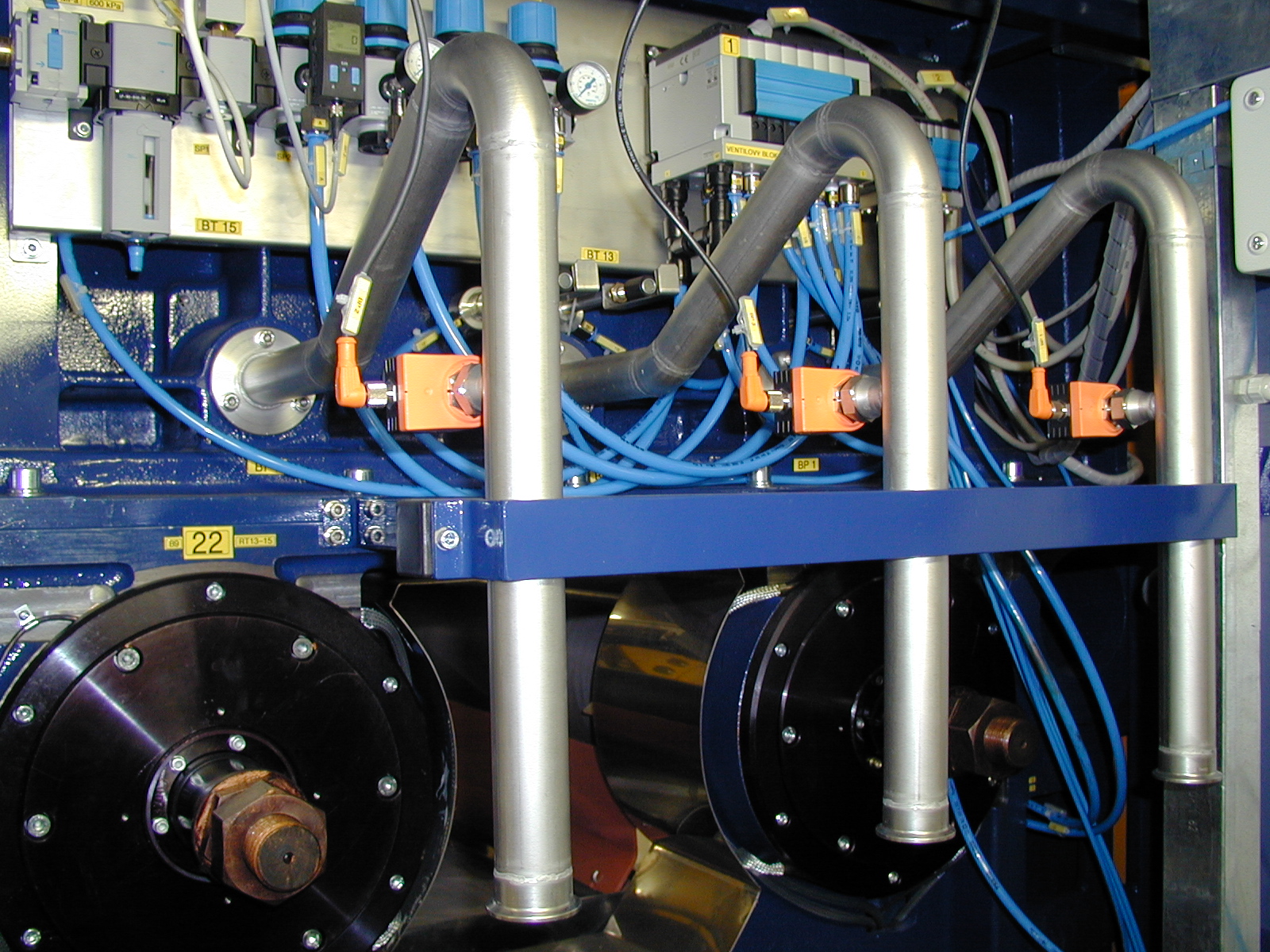
Detaily trubek pro dopravu suspenze s přístroji pro měření průtoku (oranžové části).
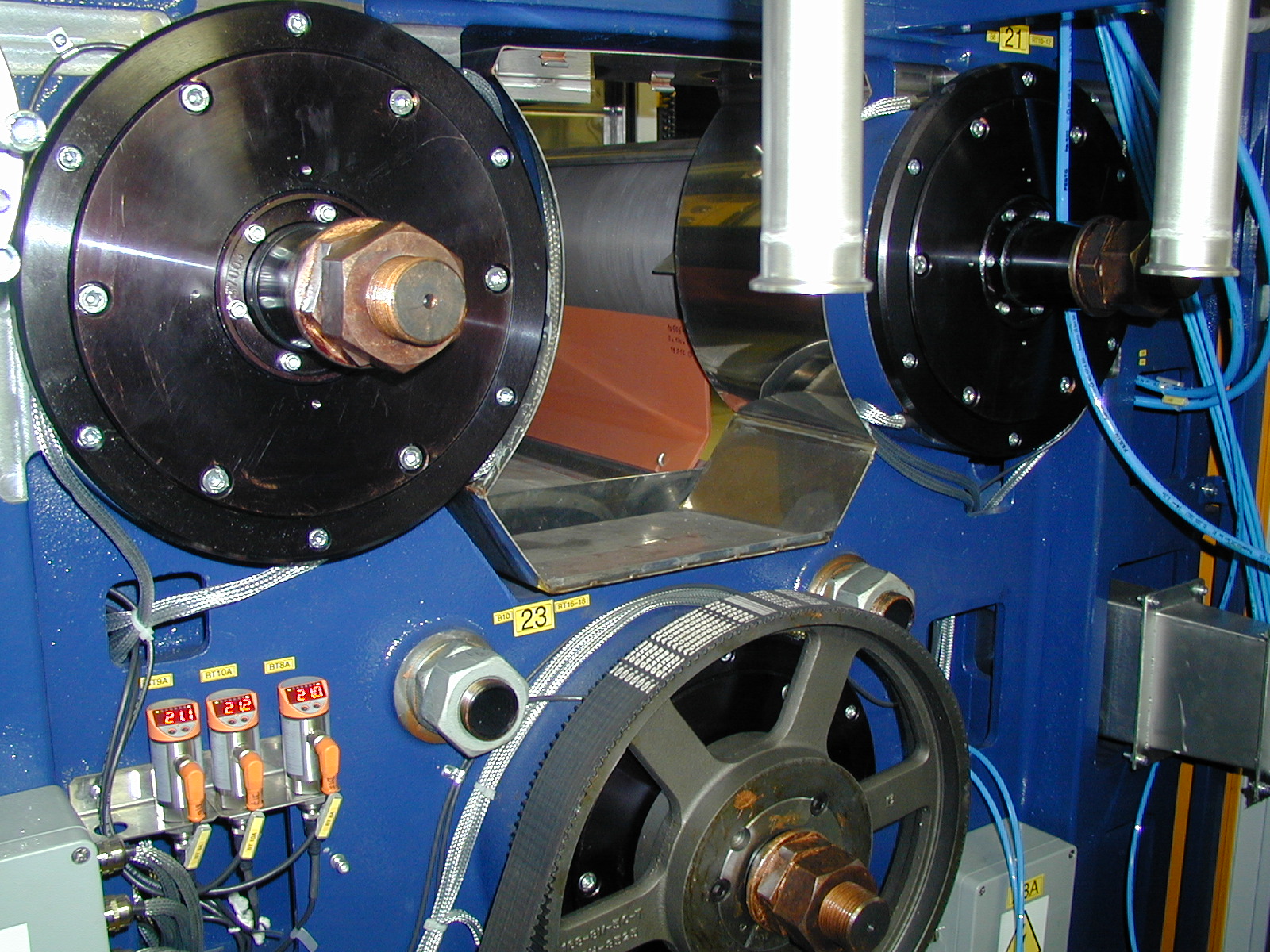
Detaily pravé strany vodičů drátu s teplotní stabilizací pravé strany ložiskových hlav.
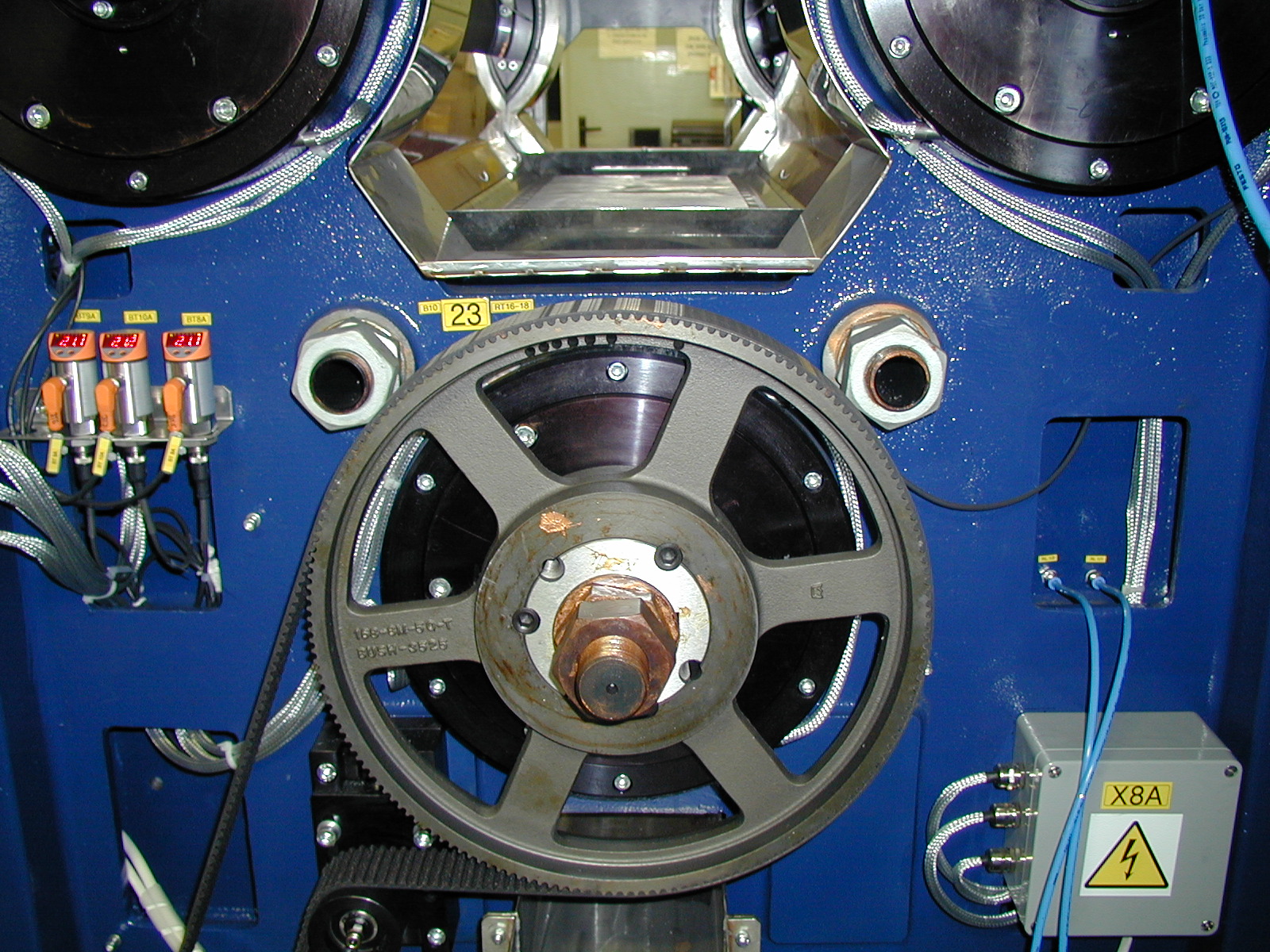
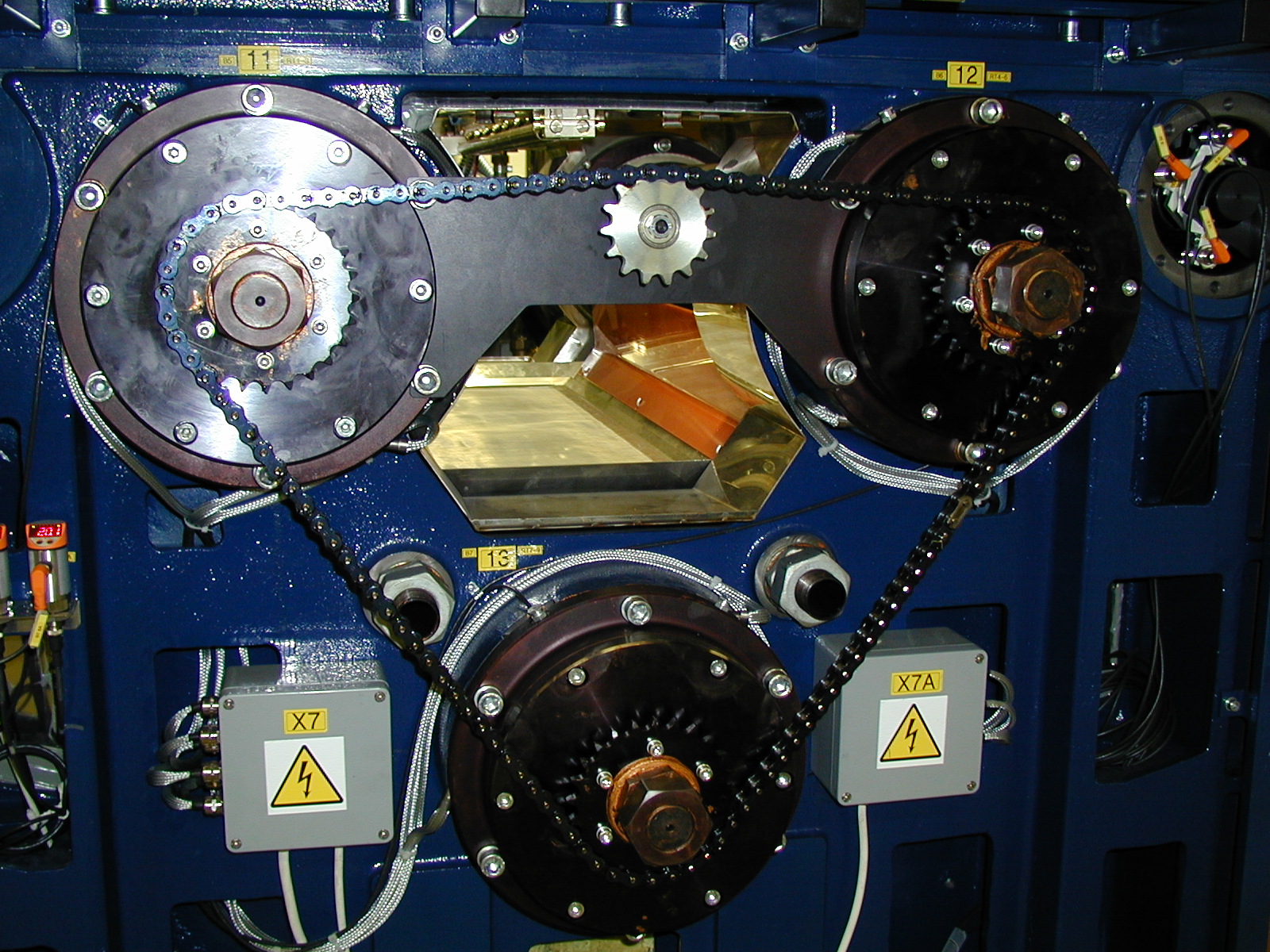
Detail transportu řemene spodního vodiče drátu.

Každý dobře navržený stroj má hlavní vypínač.

Hlavní rám nově stavěného stroje AWSM 3800.6.

Segmenty horní sekce hlavního rámu nového stroje.

Spotřební materiál pro stroj AWSM - cívky s drátem pro řezání, max. délka 600 km.

Cívka s drátem pro řezání / tloušťka 160 mikronů, délka 140 km, pevnost 3600 N/mm2 (7,38 kP).