
AWSM 3800.5 - The Last model of Advanced Wire Saw Machine in construction process.

RNDr. K. Vojtechovsky controls functions of driving electronics and communication panel of AWSM machine before shipment to customer.

Operators driving and visualization panel of AWSM machine for slicing of hard or semiconductor materials by "wire saw technology". Keyboard for input parameters of technological process. Display gives numerical and graphic information about real parameters of slicing process, state information and signalization of errors states too. A part of display-keyboard helps with texts and recommendation for operators in real critical situations.
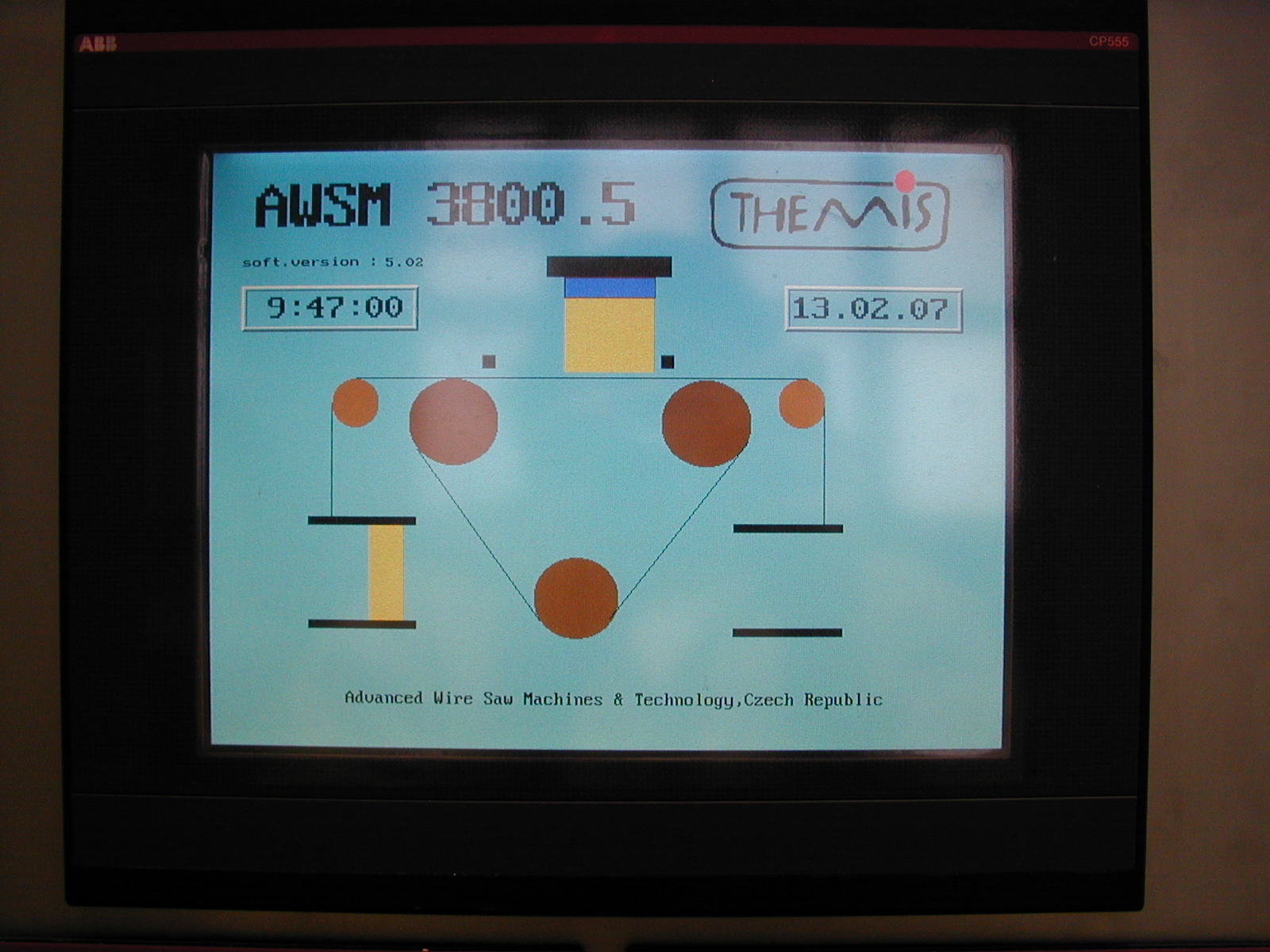
Visualization state of AWSM machine - Scheme of real position and data of slicing process, quantity of wire on the spools, dimension of ingots and real position of ingots in the wire-cutting web.
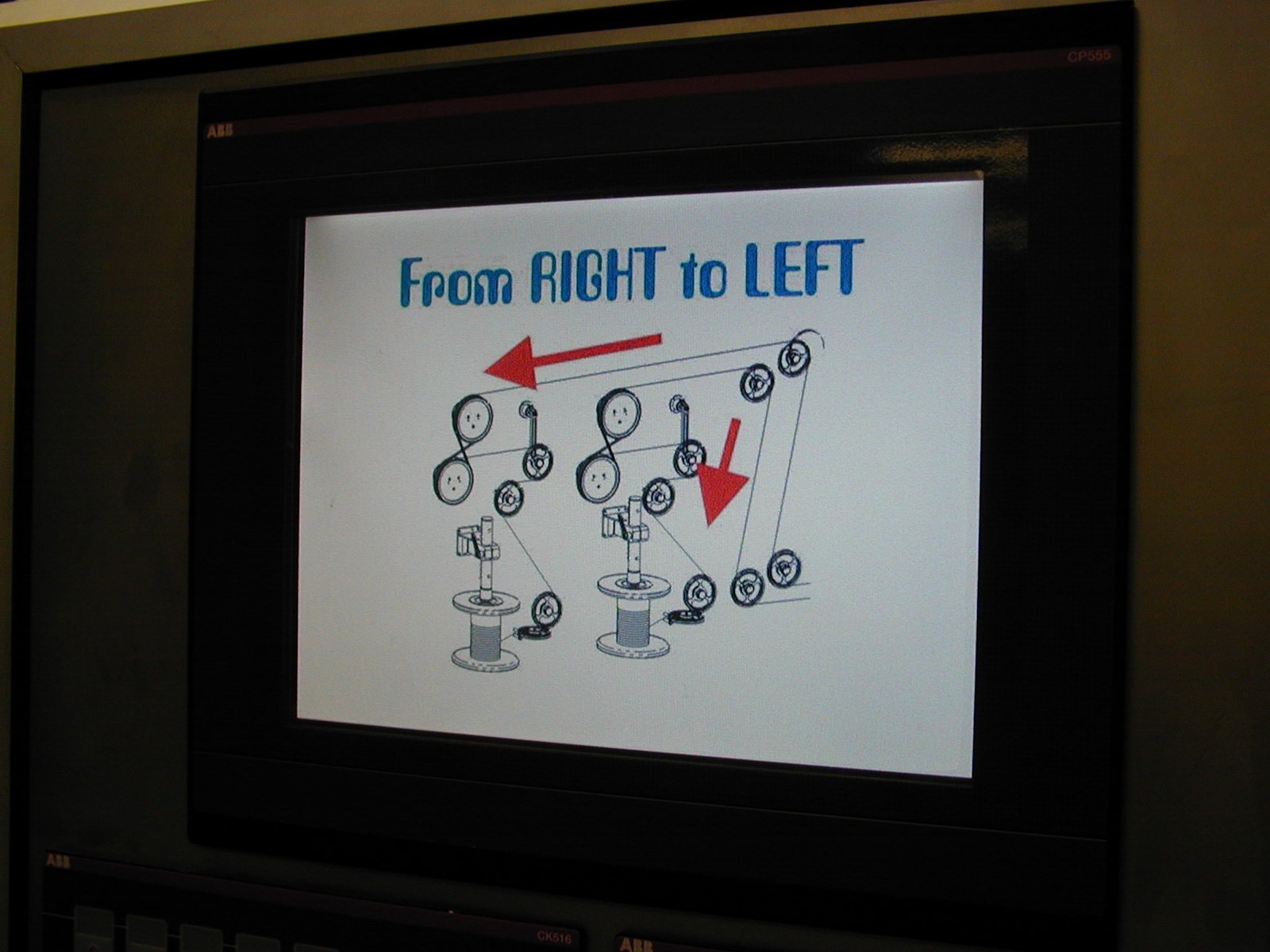
Visualization state of AWSM machine - Scheme of wire home-stead and direction of wire moving.
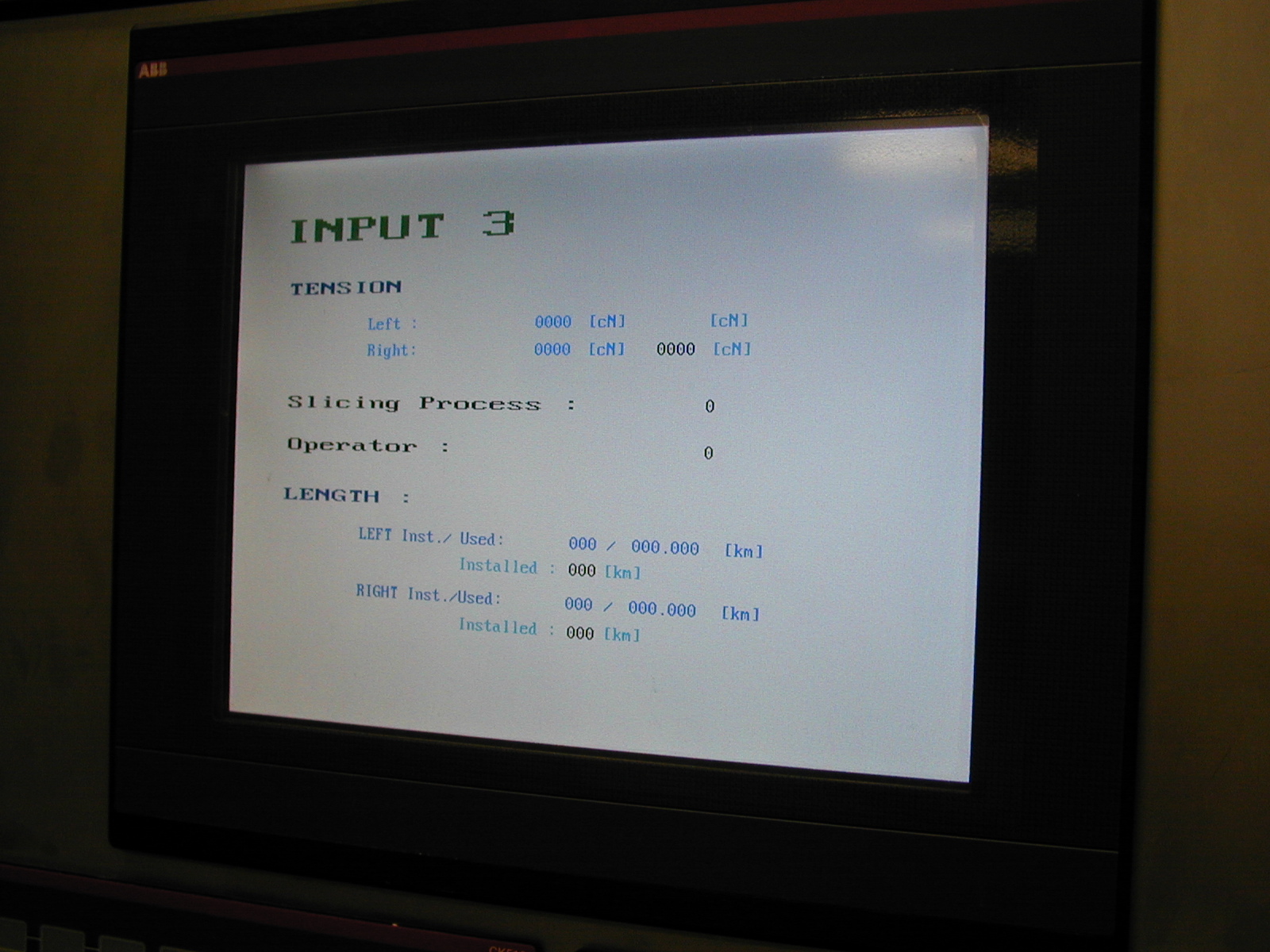
Visualization state of AWSM machine - Input parameters for cutting wire, information about slicing process and operators (data for external data accumulation - Hard discs and visualization on the connected external PC).

Low voltage part of driving electronics of AWSM machine.
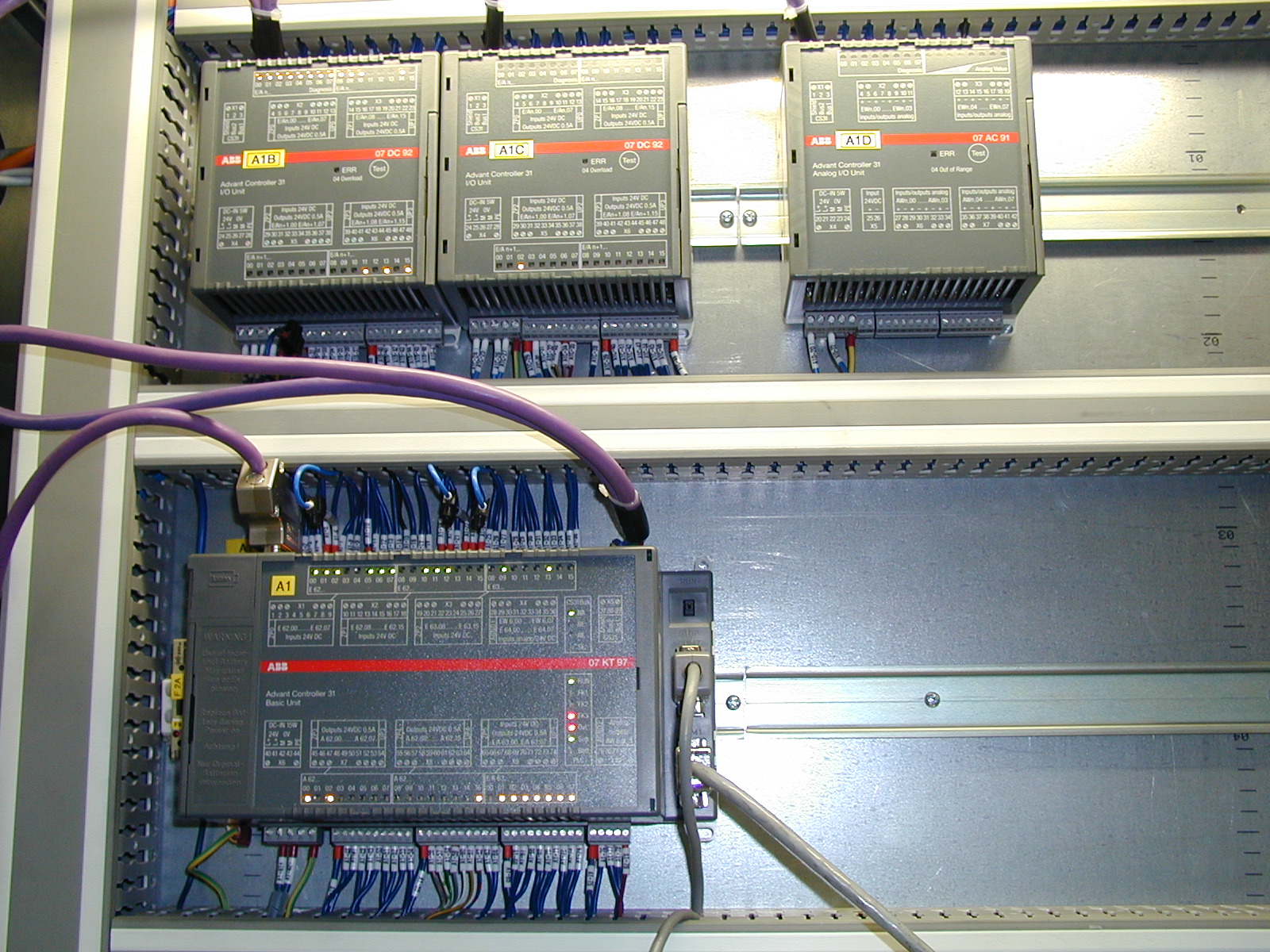
Driving PLC AC31 from ABB company. This PLC communicates with other I/O modules, analog I/O modules and other units. The base for communication are CS31, Profibus and RS 232C protocols.

Part I. of power electronics - Drivers for servomotors.
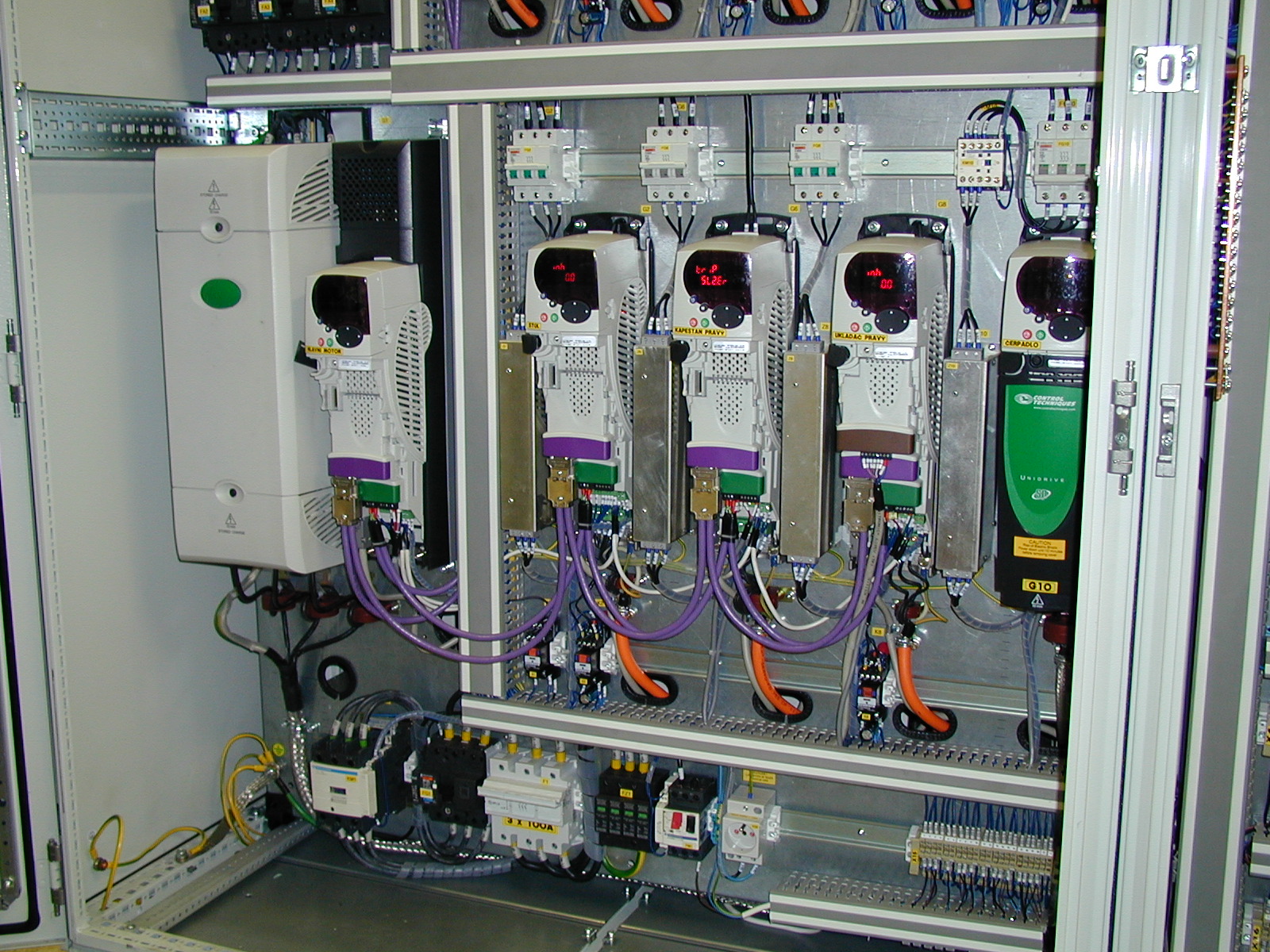
Part II. of power electronics - Drivers for 10 servomotors on the whole, full digital driving using RISC's processors.

Wire home-stead of AWSM machine. System for very precise driving of wire moving, loading and unloading wire on the spool, regulation of tension and speed of wire (wire diameter from 140 to 200 microns). Wire from spool A is moved on the spool B with speed 8 - 12 m/sec, total length up to 600 km, tension 2500 - 3000 cN with accuracy 1 - 2 cN in all regimes - Quick start and quick stop too (trough 15 seconds) without wire breaking. All run in both directions etc.
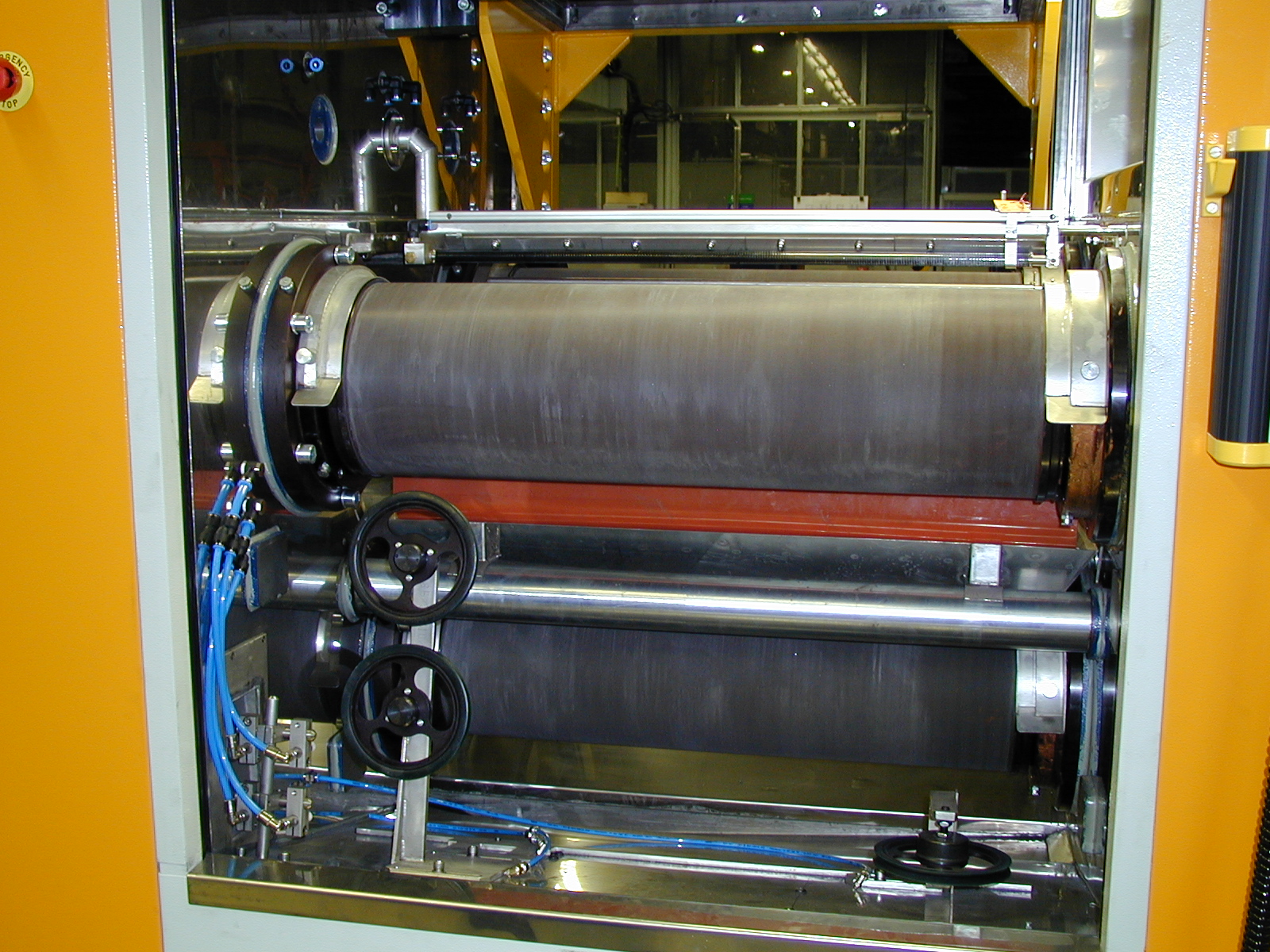
Three wire guides (cylinders) for preparing of a wire web. On the surface of this wire guides are more then 1700 very accurate growth, with accuracy of all dimensions better then 5 microns, with pitch 0.440 mm and growth depth 0.210 mm. In this growths is placed wire along full length of wire guides (820 mm).

The blue part is part of table carrier. On the table are connected metallic plates with glass substrates and glued cutted ingots. This ingot is pushed through of wire web by feet rate 0 - 600 micron per minutes, this speed is regulated during the slicing process according in machine implemented models or according custom data. Slicing time is function of ingot dimension, ingots shape and type of material - Actually is from 6 to 200 hours (process is possible to interrupt and restart too).

Robot for loading ingots into machine (yellow color) and cutted wafers outside. Weight of ingots could be 180 kg.

Moving keyboard for operators.

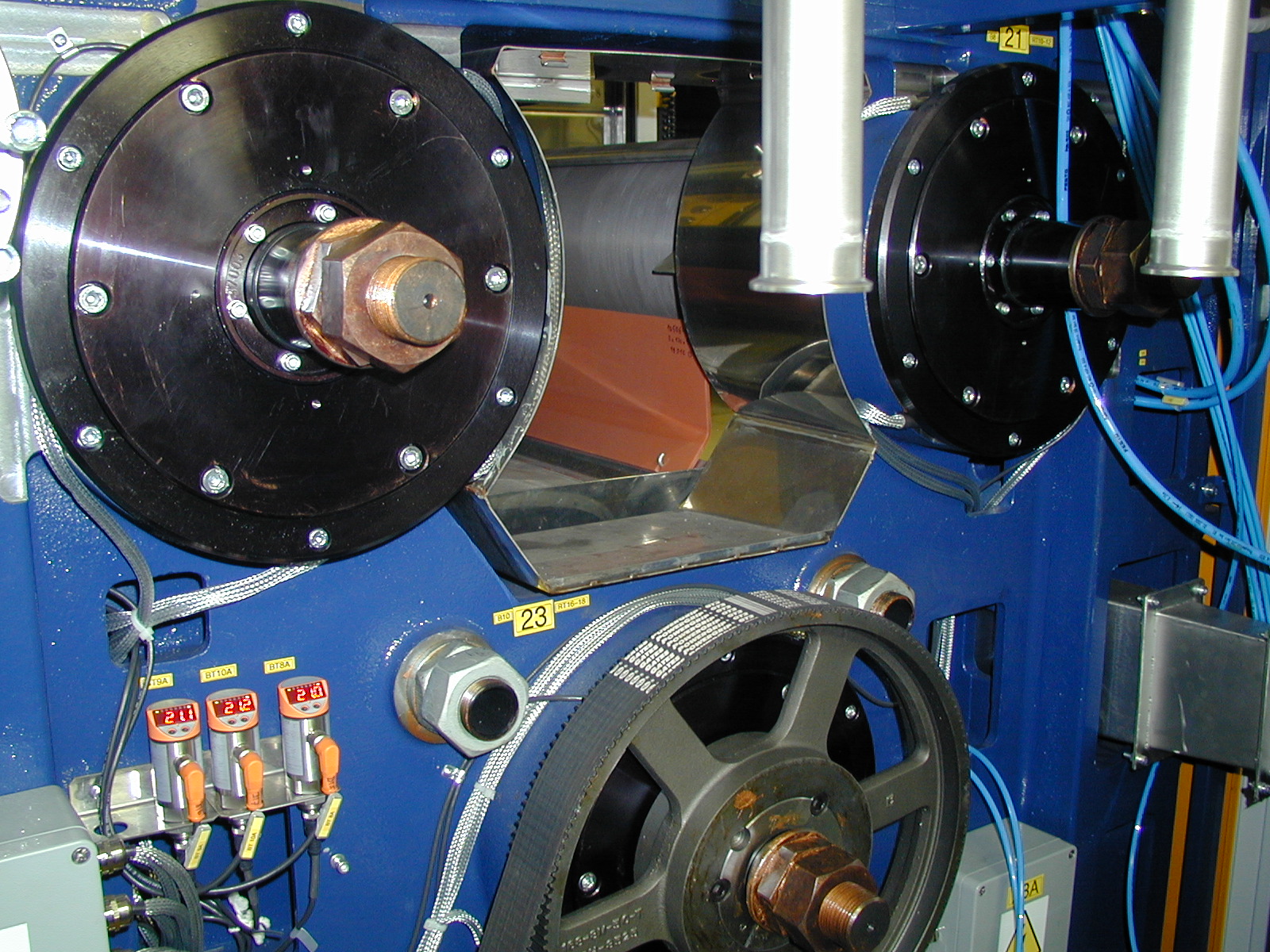
Side view on the opened machine. Details of bearings parts - Spindels of three wire guides.
Detail of three wire guides. Every wire guide has for accuracy moving, without axial clearance, two spindles (with set of accuracy bearings).

Temperature stabilization of bearing heads on temperature 45 degree Celsia.

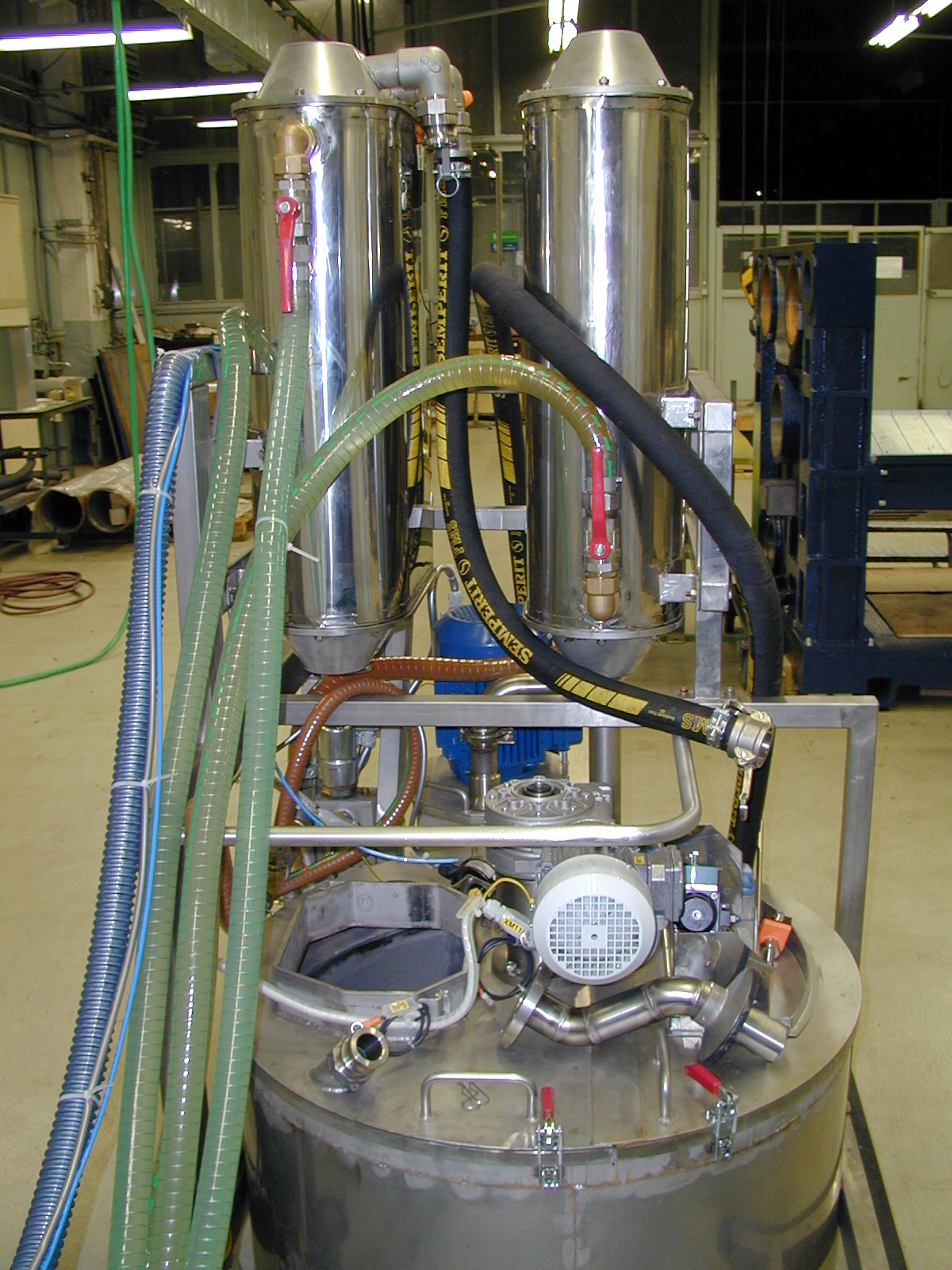
Slurry mixture with heat exchangers for stabilization parameters of slurry-slicing liquids (oil + SiC or DIONOl + SiC or glycol + SiC etc., black SiC type F500 or F600 with average dimension of particles 12.5 or 8 microns).

Detail of slurry mixture with pump for slurry transport and circulation.

Heat exchanger detail - Regulated flow of cooling water removes excessive heat from the abrasive solution.

Cooling unit with driving electronics box (top part).
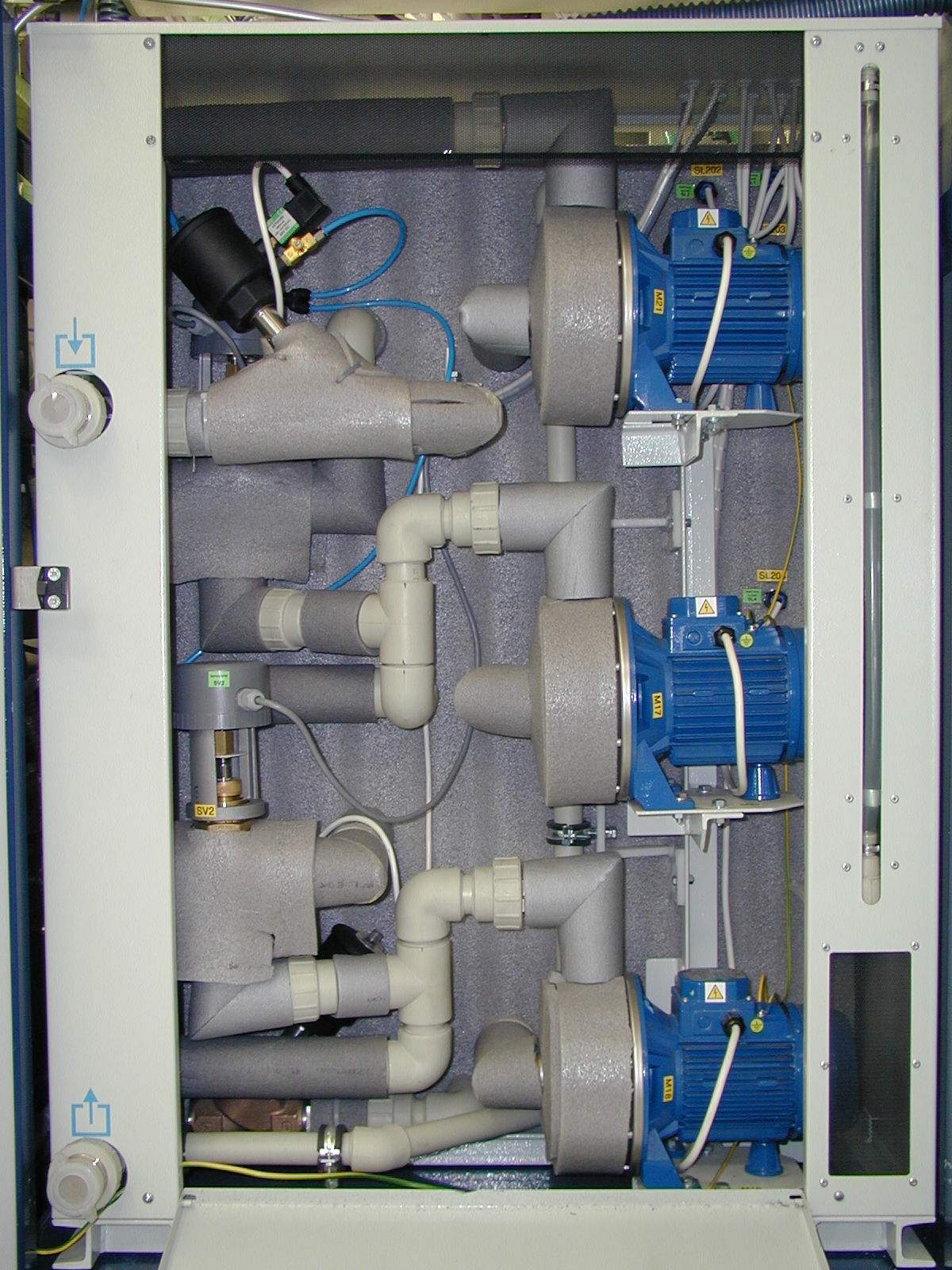
Detail cooling unit pumps for circulation of cooling water in closed cooling circuit.

Box with cooling compressor - Cooling power 50 kW.

Back side of AWSM 3800.5 wire saw machine. The mixture unit with heat exchangers is moved outside of the machine.
The mixture unit with heat exchangers, on the left side of picture are tubes for inlet of cooled water.

Point of view inward the wire saw machine, on the left side is servomotor of loader unit, tubes for slurry transport to distributors, main traction for wire guide movements.
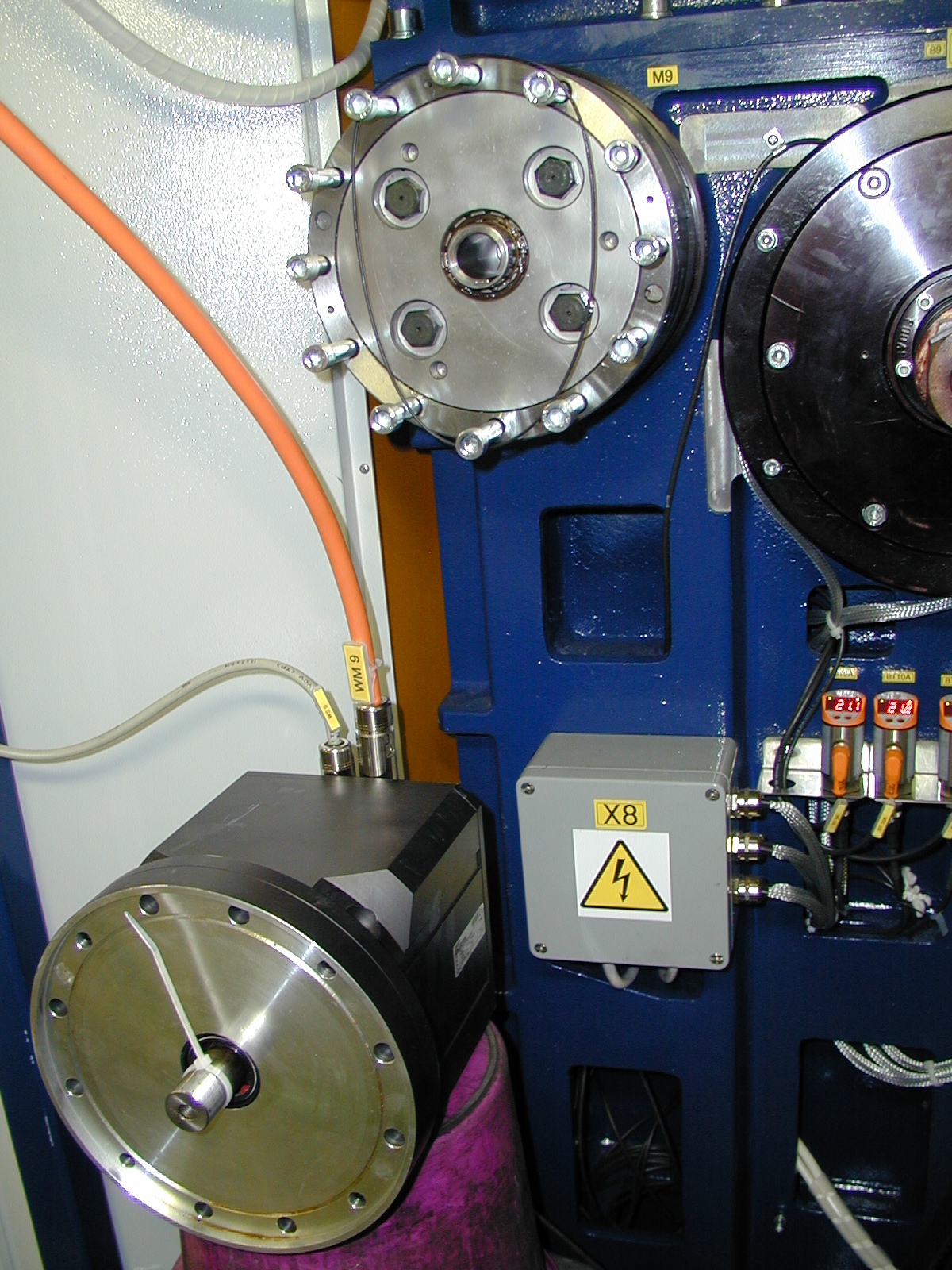
Details of ingot loader servomotor and gear-box of loader unit.
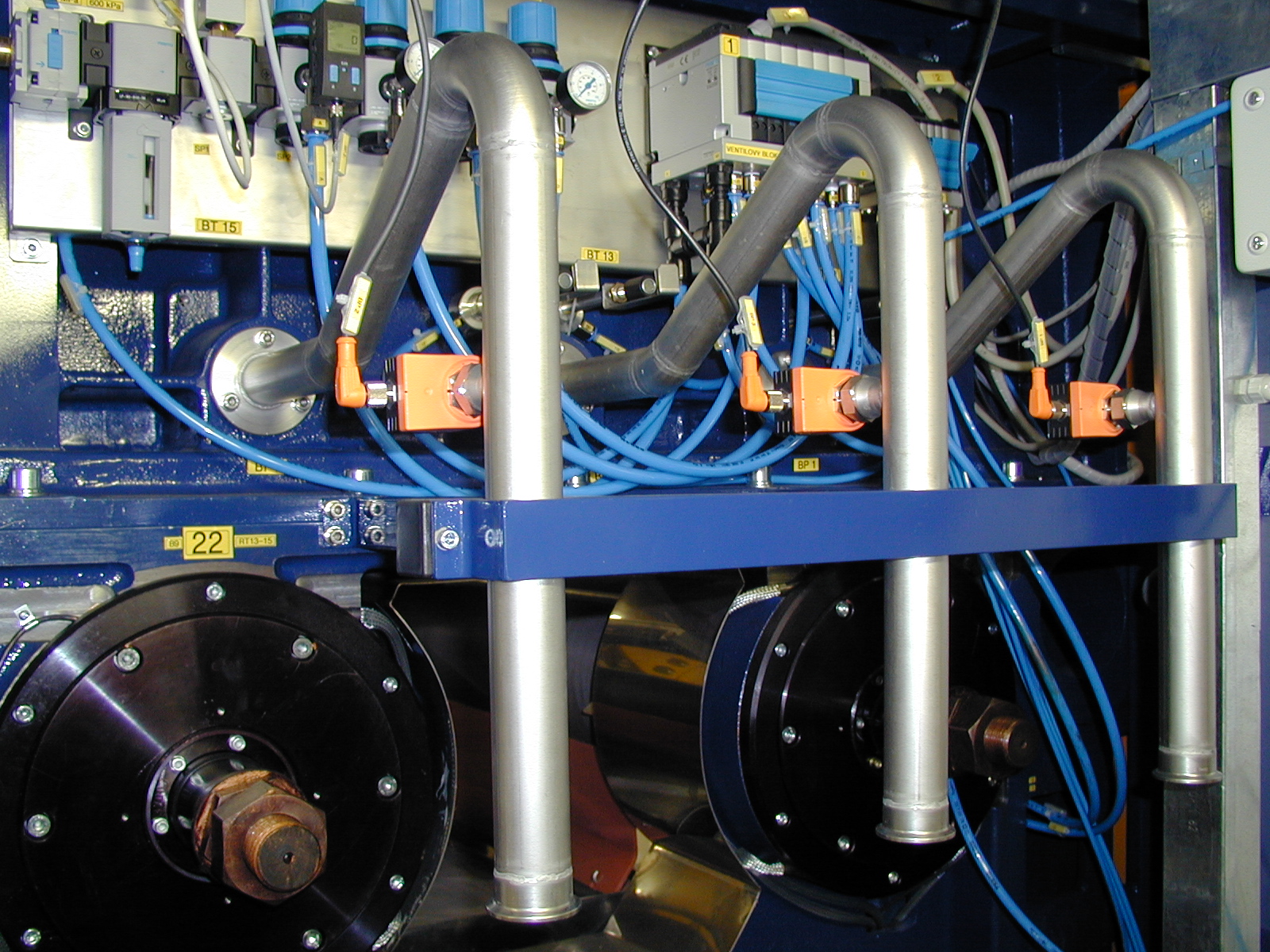
Details of tubes for slurry transmission with flow measurements equipments (orange parts).
Details of right side of wire guides with temperature stabilization of right side bearing heads.
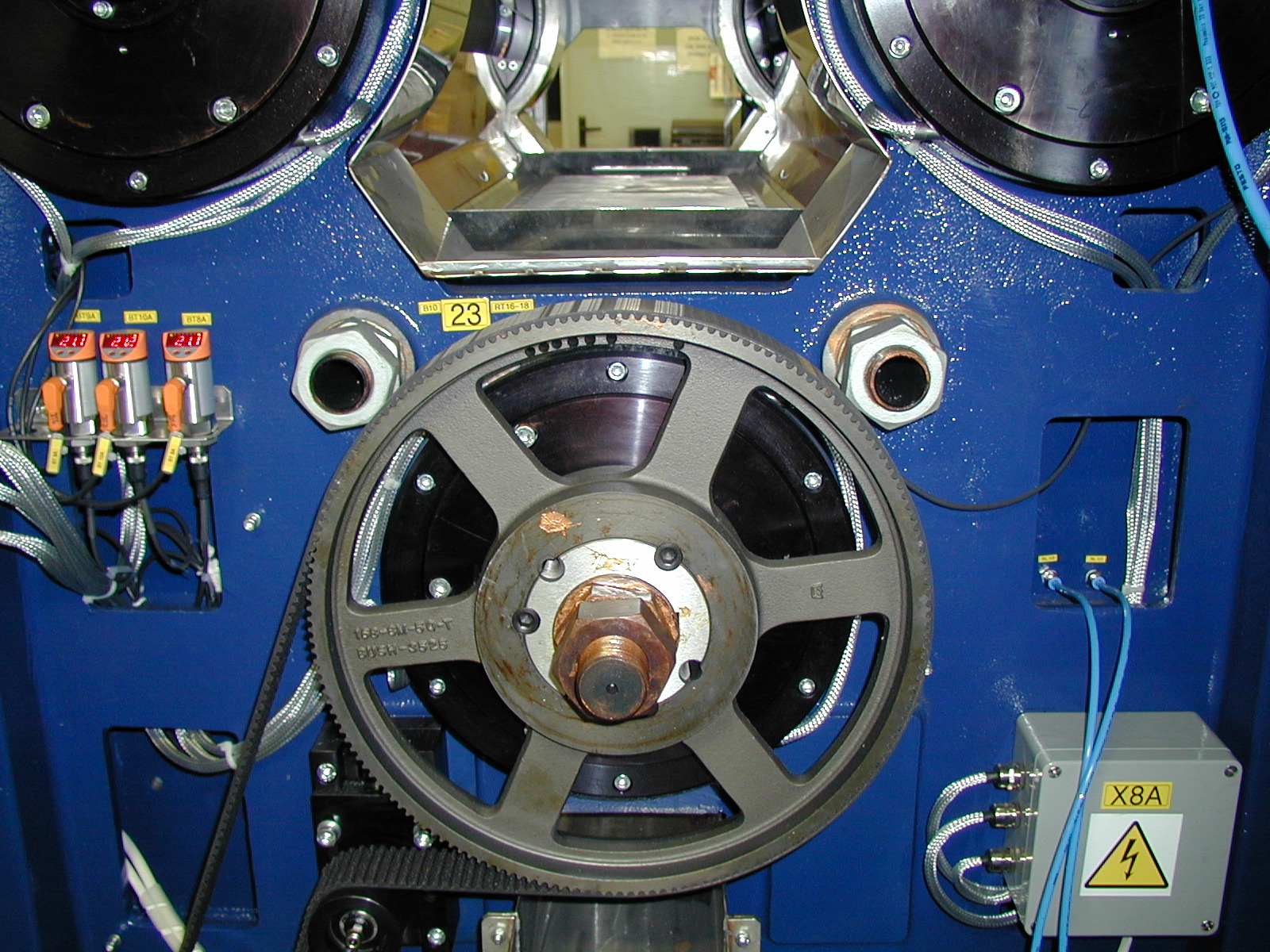
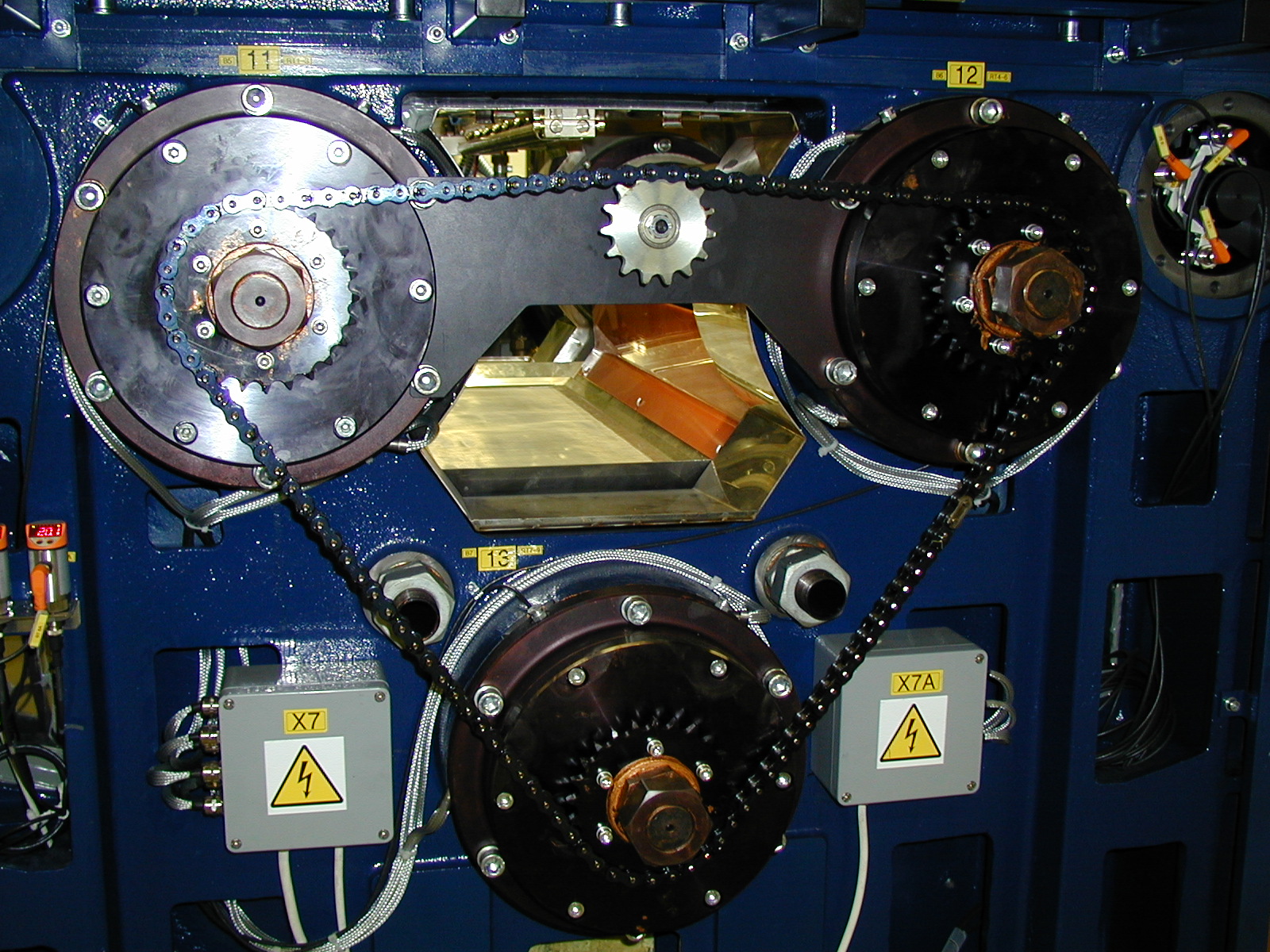
Detail of belt transmission of lower wire quide.

Every good designed machine has main switch.

Main frame of a new built AWSM 3800.6 machine.

Segments of top section of new machine main frame.

Consumable material for AWSM machine - spools with wire for slicing, max. length 600 km.

Spool with wire for slicing / thickness 160 microns, length 140 km, strength 3600 N/mm2 (7.38 kP).